










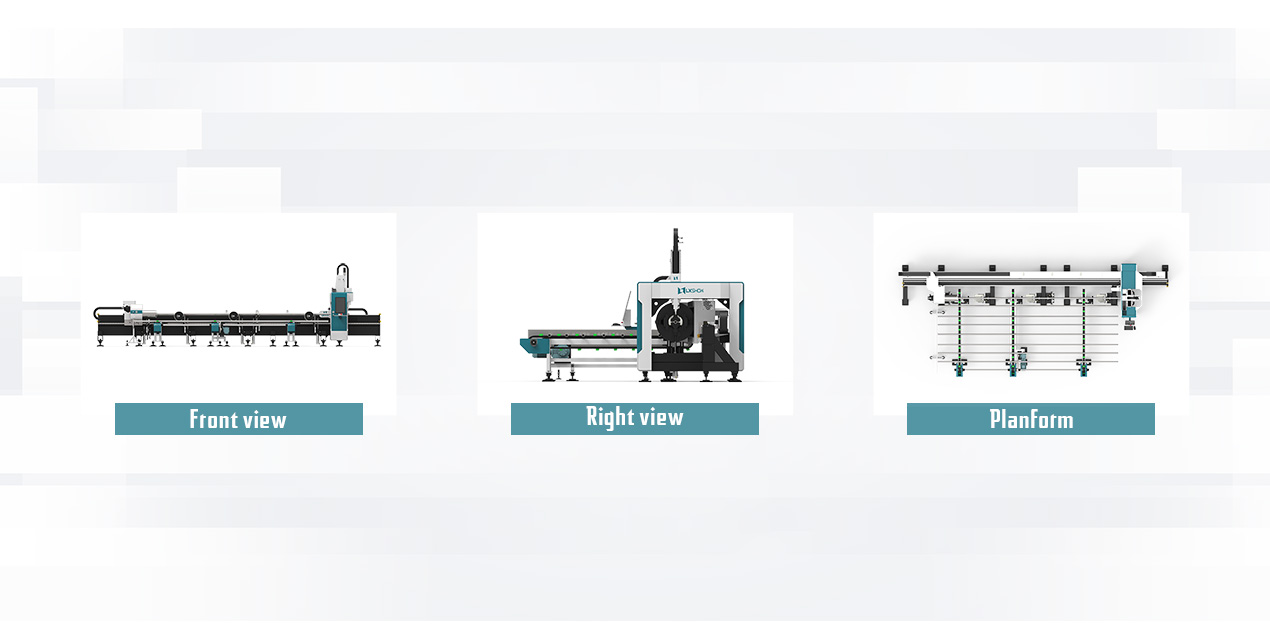
Бүйірлік аспалы құрылым-бір бөлікті-дәнекерленген-төсек
Кереует бүйірлік ілулі құрылымды және ішкі кернеуді жою үшін күйдірілген бір бөліктен жасалған дәнекерленген төсекті қабылдайды.Дөрекі өңдеуден кейін өңдеуді аяқтау алдында діріл қартаюы орындалады, осылайша станоктың қаттылығы мен тұрақтылығын айтарлықтай жақсартады және станоктың дәлдігін қамтамасыз етеді.Айнымалы ток сервоқозғалтқышының жетегі сандық басқару жүйесімен басқарылады, ал патрон мотор жетектерінен кейін Y бағытында кері қозғалысты жүзеге асырады, жылдам қозғалысты және қоректену қозғалысын жүзеге асырады.Y осі тірегі де, сызықты бағыттаушы рельс те берілістің дәлдігіне тиімді кепілдік беретін жоғары дәлдіктегі өнімдерден жасалған;жүрістің екі шетіндегі шекті ажыратқыштар басқарылады, сонымен қатар станок қозғалысының қауіпсіздігін тиімді қамтамасыз ететін қатты шекті құрылғы бір уақытта орнатылады;станокпен жабдықталған Автоматты майлау құрылғысы жылжымалы бөліктердің жақсы күйде жұмыс істеуін қамтамасыз ету үшін төсектің жылжымалы бөліктеріне тұрақты аралықпен майлау майын қосады, бұл бағыттаушы рельстердің, тісті дөңгелектердің және тіректердің қызмет ету мерзімін ұзартуы мүмкін.

Алдыңғы-беру-құрылғы
Алдыңғы қоректендіру құрылғысы ауа цилиндрімен басқарылатын тірек тақтасын қамтиды, ол кесілген құбыр ұзын болған кезде құбырды ұстап тұрады және оның салбырауын болдырмайды.
Дайындаманы кесіп жатқанда, көтерілген тіреу цилиндрі құбырды ұстап тұру үшін тірек пластинасын қолдайды және оның салбырауын болдырмайды.Дайындаманы кескен кезде, көтерілген тірек цилиндрлерінің бәрі тартылады, ал дайындама дайындама тақтасына түсіп, сақтау орнына сырғанайды.Цилиндр әрекетін жүйе автоматты түрде басқарады.
Алдыңғы бөлік сондай-ақ кейінгі түрге және қолмен реттеу түріне бөлінеді.
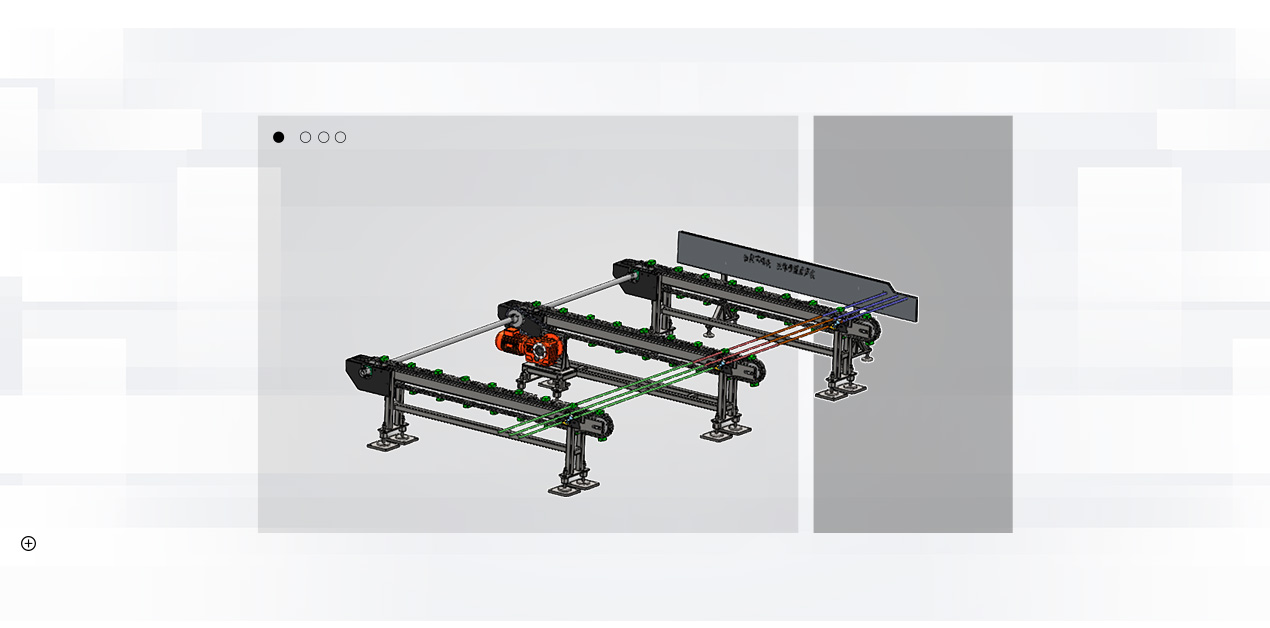
Тізбек-Жартылай-Автоматты-Азықтандыру-Құрылғы
Стандартты түрде тізбекті қоректендіру құрылғыларының 3 жиынтығымен жабдықталған, ол дөңгелек құбырларды, шаршы құбырларды, тікбұрышты құбырларды және профильдерді жартылай автоматты түрде беруді жүзеге асыра алады және қолмен орналастыру қажет.
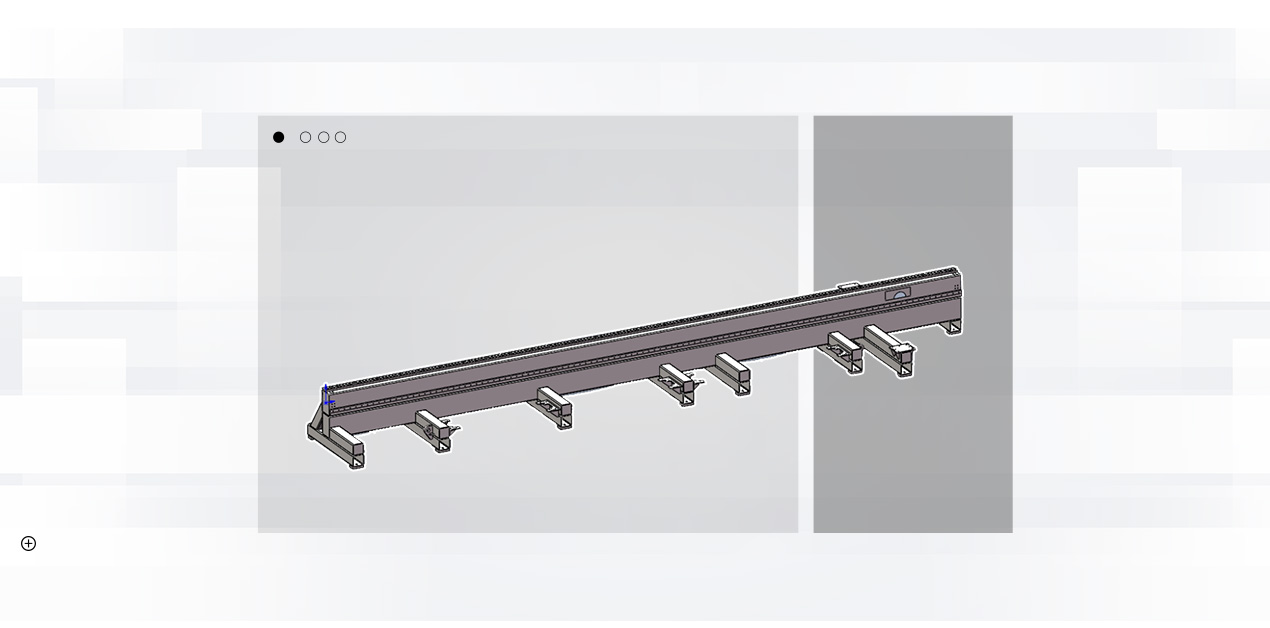
Қолдау-механизмдер
Төсекке орнатылған тірек механизмдердің 3 жиынтығы бар және екі түрі бар:
1. Кейінгі тірек жоғары және төмен жылжу үшін тәуелсіз сервомотор арқылы басқарылады, негізінен ұзын кесілген құбырлардың (шағын диаметрі бар құбырлар) шамадан тыс деформациясы үшін кейінгі қолдауды жүзеге асыру үшін.Артқы патрон сәйкес орынға жылжыған кезде, көмекші тіреуді болдырмау үшін түсіруге болады.
2. Айнымалы диаметрлі доңғалақ тірегі цилиндр арқылы көтеріледі және түсіріледі және оны әртүрлі өлшемдегі құбырларды қолдау үшін әртүрлі масштабтағы позицияларға қолмен реттеуге болады.

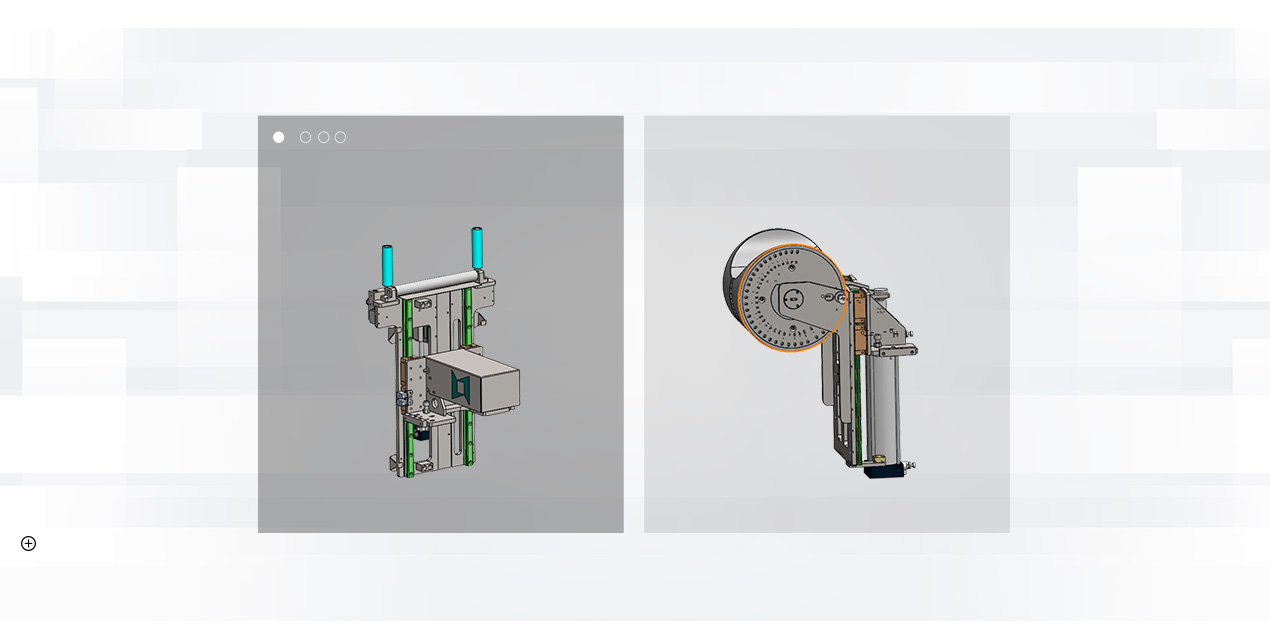
Чак бөлігі
Патрон алдыңғы және артқы екі пневматикалық толық жүріс патрондарына бөлінген, екеуі де Y бағытында қозғала алады.Артқы патрон құбырды қысу және беру үшін жауап береді, ал алдыңғы патрон төсеніштің соңында материалдарды қысу үшін орнатылады.Синхронды айналуға қол жеткізу үшін алдыңғы және артқы патрондар тиісінше сервоқозғалтқыштармен қозғалады.
Қос патрондарды біріктіру кезінде қысқа құйрықты кесуді жүзеге асыруға болады, ал ауыздың қысқа құйрығы 20-40 мм жетуі мүмкін, бұл ұзын құйрықтың қысқа құйрықты кесуін қолдайды.
TN сериялы құбыр кесу машинасы патронды жылжыту және болдырмау әдісін қолданады, ол екі патронмен кесуді үнемі жүзеге асыра алады және құбырдың тым ұзақ және тұрақсыз болуына әкелмейді, ал дәлдік жеткіліксіз.
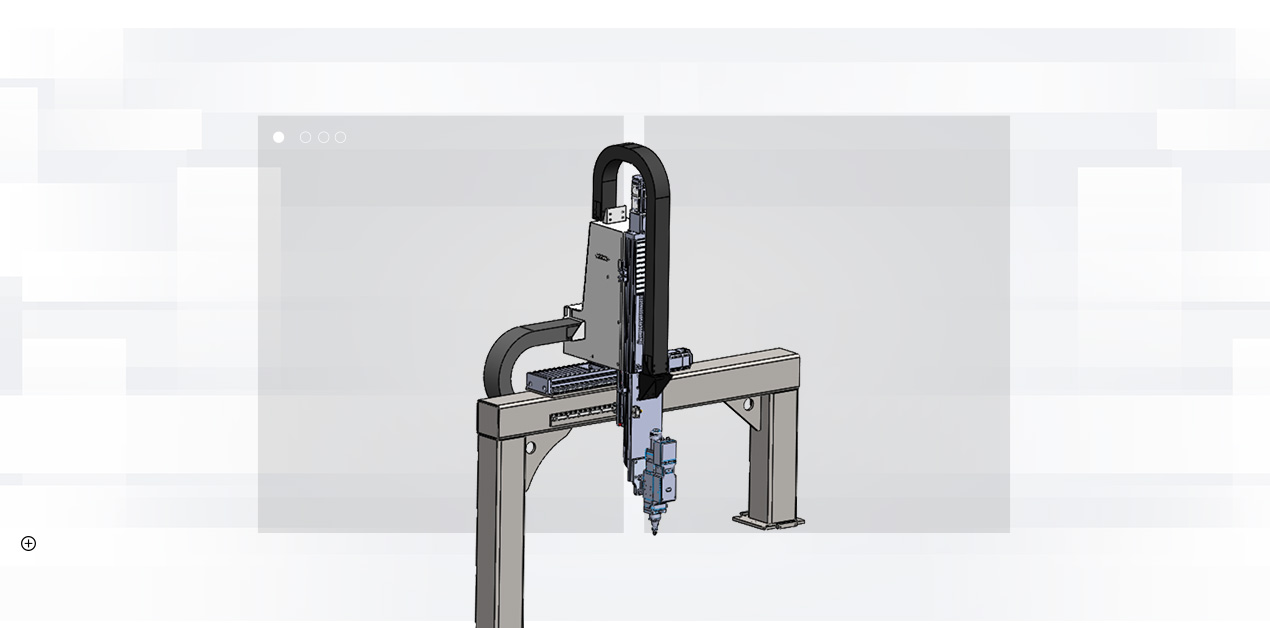
Ось-құрылғы
X осі құрылғысының көлденең арқалығы төртбұрышты түтік пен болат пластинаның комбинациясы арқылы дәнекерленген портал құрылымын қабылдайды. Порталды құрамдас төсекке бекітілген, ал X осі тартпаны жүргізу үшін сервомотор арқылы басқарылады. және сырғымалы пластинаның X бағытында кері қозғалысын жүзеге асыру үшін тістеуіш.Қозғалыс процесінде шекті қосқыш жүйе жұмысының қауіпсіздігін қамтамасыз ету үшін позицияны шектеу үшін инсультты басқарады.
Сонымен қатар, X/Z осінде ішкі құрылымды қорғау және жақсырақ қорғау және шаңды кетіру әсерлеріне қол жеткізу үшін өз орган қақпағы бар.
Z осі құрылғысы негізінен лазер басының жоғары және төмен қозғалысын жүзеге асырады.
Z осін өзінің интерполяциялық қозғалысын орындау үшін CNC осі ретінде пайдалануға болады және сонымен бірге оны X және Y осьтерімен байланыстыруға болады, сонымен қатар қажеттіліктерді қанағаттандыру үшін бақылауды бақылауға ауыстыруға болады. әртүрлі жағдайлар.
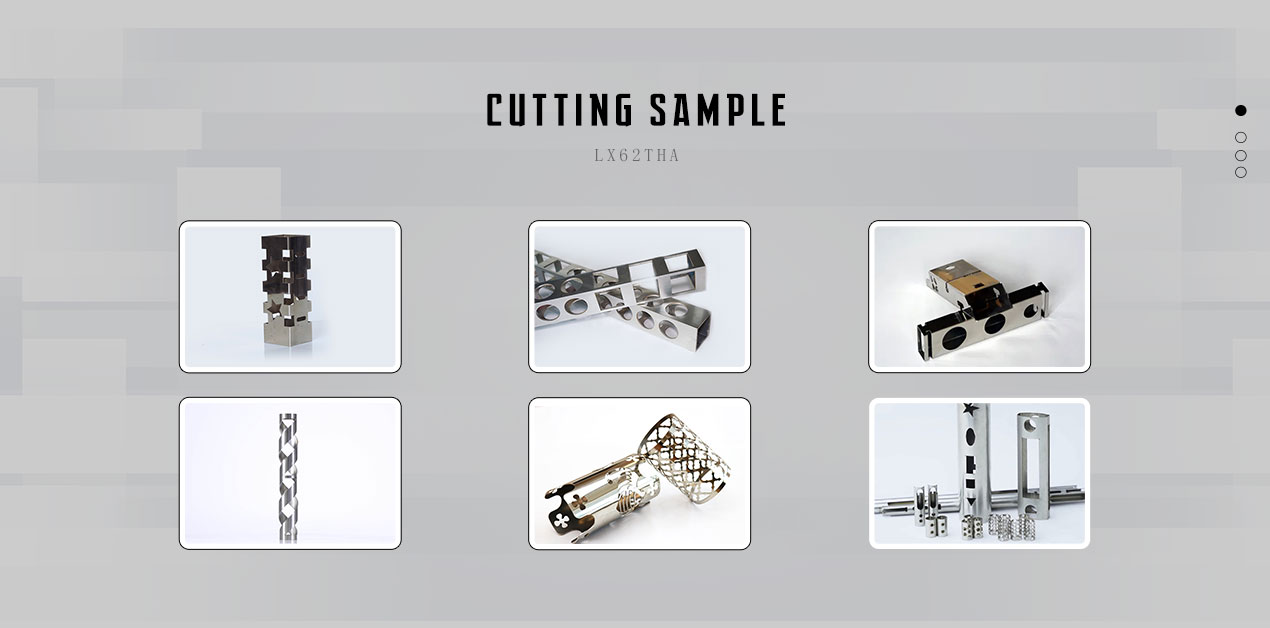
Қолдану материалдары:
Талшықты лазерлік металл кескіш машина тот баспайтын болаттан жасалған түтік, жұмсақ болаттан жасалған түтік, көміртекті болат құбыр, легирленген болат түтік, серіппелі болат түтік, темір құбыр, мырышталған болат түтік, алюминий құбыр, мыс түтік, жез түтік, қола құбыр сияқты металдарды кесуге жарамды. Титан құбыры, металл түтік, металл құбыр және т.б.
Қолданбалы салалар:
Талшықты лазерлік кесу машиналары билборд, жарнама, маңдайшалар, маңдайшалар, металл әріптер, жарықдиодты әріптер, ас үй бұйымдары, жарнамалық хаттар, түтік металдарын өңдеу, металдардың құрамдас бөліктері мен бөлшектері, темір бұйымдары, шассилер, сөрелер мен шкафтарды өңдеу, металл қолөнер, металл өнер бұйымдары, лифт панелін кесу, аппараттық құралдар, автокөлік бөлшектері, көзілдірік жақтауы, электронды бөлшектер, тақтайшалар және т.б.