








Glavne komponente mašine za lasersko oblaganje
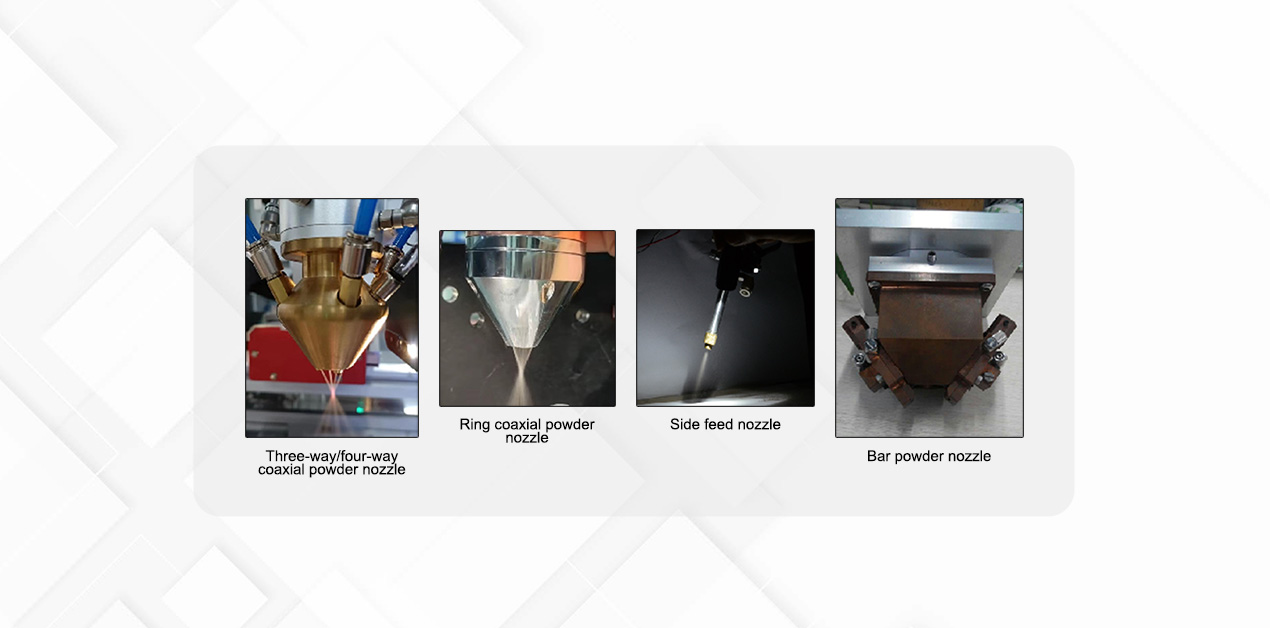
Mlaznica za dovod praha
1. Trosmjerna/četvorosmjerna koaksijalna mlaznica za dovod praha: prah se direktno izlazi iz trosmjerne/četvorosmjerne, konvergiran u jednoj tački, tačka konvergencije je mala, smjer praha je manje pod utjecajem gravitacije i usmjerenost je dobra, pogodna za trodimenzionalnu lasersku restauraciju i 3D printanje.
2. Prstenasta koaksijalna mlaznica za dovod praha: Prašak se unosi preko tri ili četiri kanala, a nakon unutrašnjeg tretmana homogenizacije, prah se izlazi u prsten i konvergira.Tačka konvergencije je relativno velika, ali uniformnija i pogodnija je za lasersko topljenje sa velikim tačkama.Pogodan je za lasersko oblaganje sa uglom nagiba od 30°.
3. Bočna mlaznica za hranjenje praha: jednostavna struktura, niska cijena, pogodna instalacija i podešavanje;udaljenost između izlaza praha je velika, a kontrola praha i svjetla je bolja.Međutim, laserski snop i ulaz praha su asimetrični, a smjer skeniranja je ograničen, tako da ne može generirati ujednačen sloj obloge u bilo kojem smjeru, tako da nije pogodan za 3D oblaganje.
4. Mlaznica za hranjenje praha u obliku šipke: ulaz praha na obje strane, nakon tretmana homogenizacije od strane modula za izlaz praha, izlaz praha u obliku šipke, i sakupljanje na jednom mjestu da se formira 16mm*3mm (prilagodljiva) trakasta tačka praha, i odgovarajuća kombinacija tačaka u obliku trake može realizovati popravku laserske površine velikog formata i značajno poboljšati efikasnost.
Dodavač praha
Glavni parametri dodavača praha sa dvostrukom bačvom
Model dodavača praha: EMP-PF-2-1
Cilindar za hranjenje praha: dvostruki cilindar za dovod praha, PLC neovisno kontroliran
Način upravljanja: brzo prebacivanje između načina za otklanjanje grešaka i proizvodnje
Dimenzije: 600mmX500mmX1450mm (dužina, širina i visina)
Napon: 220VAC, 50HZ;
Snaga: ≤1kw
Veličina čestica praha za slanje: 20-200 μm
Brzina diska za hranjenje praha: 0-20 o/min bezstepena regulacija brzine;
Preciznost ponavljanja hranjenja prahom: <±2%;
Potreban izvor gasa: azot/argon
Ostalo: Operativni interfejs se može prilagoditi prema zahtevima

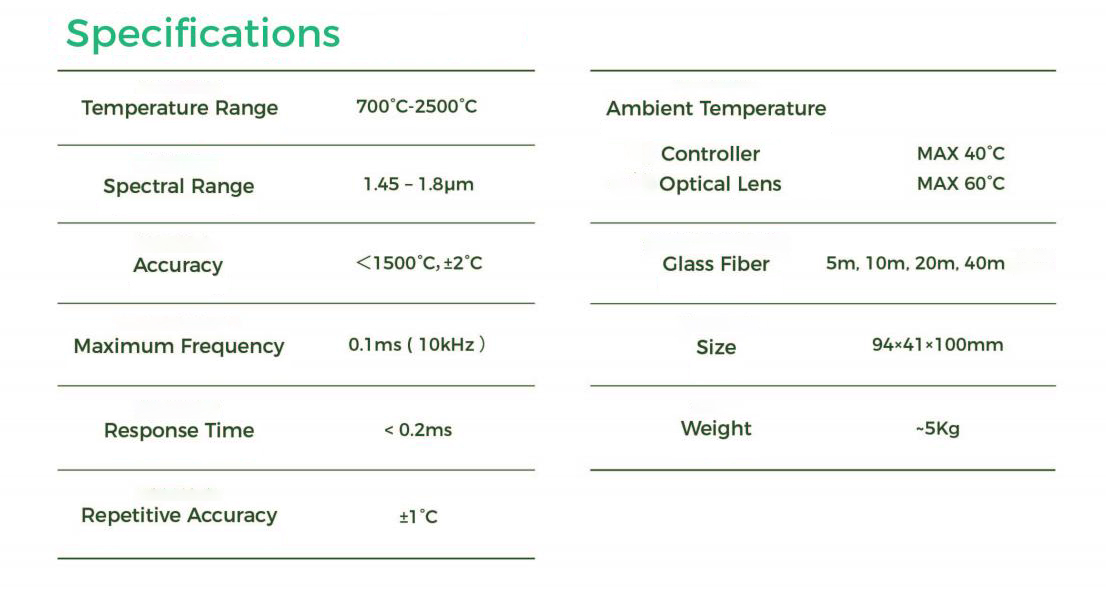
Laserski pirometar
Kontrola temperature zatvorene petlje, kao što je lasersko gašenje, oblaganje i površinska obrada, može precizno održavati temperaturu očvršćavanja rubova, izbočina ili rupa.
Raspon temperature testa je od 700℃ do 2500℃.
Kontrola zatvorene petlje, do 10 kHz.
Moćni softverski paketi za
podešavanje procesa, vizualizacija i
pohrana podataka.
Industrijski l/O terminali sa 24V digitalnim i analognim 0-10V l/O za automatizaciju linije
integracija i lasersko povezivanje.

Princip rada mašine za lasersko oblaganje
Dodavanjem materijala za oblaganje na površinu supstrata i upotrebom laserskog zraka visoke gustoće energije za spajanje sa tankim slojem na površini supstrata, na površini supstrata se formira metalurški vezani sloj obloge.
Prednosti mašine za lasersko oblaganje

Primjena laserskog oblaganja
U automobilskoj industriji, kao što su ventili motora, žljebovi cilindara, zupčanici, sjedišta izduvnih ventila i neki dijelovi koji zahtijevaju visoku otpornost na habanje, otpornost na toplinu i otpornost na koroziju;
U vazduhoplovnoj industriji, neki prah legure se stavlja na površinu legura titanijuma kako bi se rešio problem legura titanijuma.Nedostaci su veliki koeficijent trenja i slaba otpornost na habanje;
Nakon što je površina kalupa u industriji kalupa obrađena laserskim oblaganjem, njegova površinska tvrdoća, otpornost na habanje i otpornost na visoke temperature se značajno poboljšavaju;
Primjena laserske obloge za rolne u industriji čelika postala je vrlo česta.
