













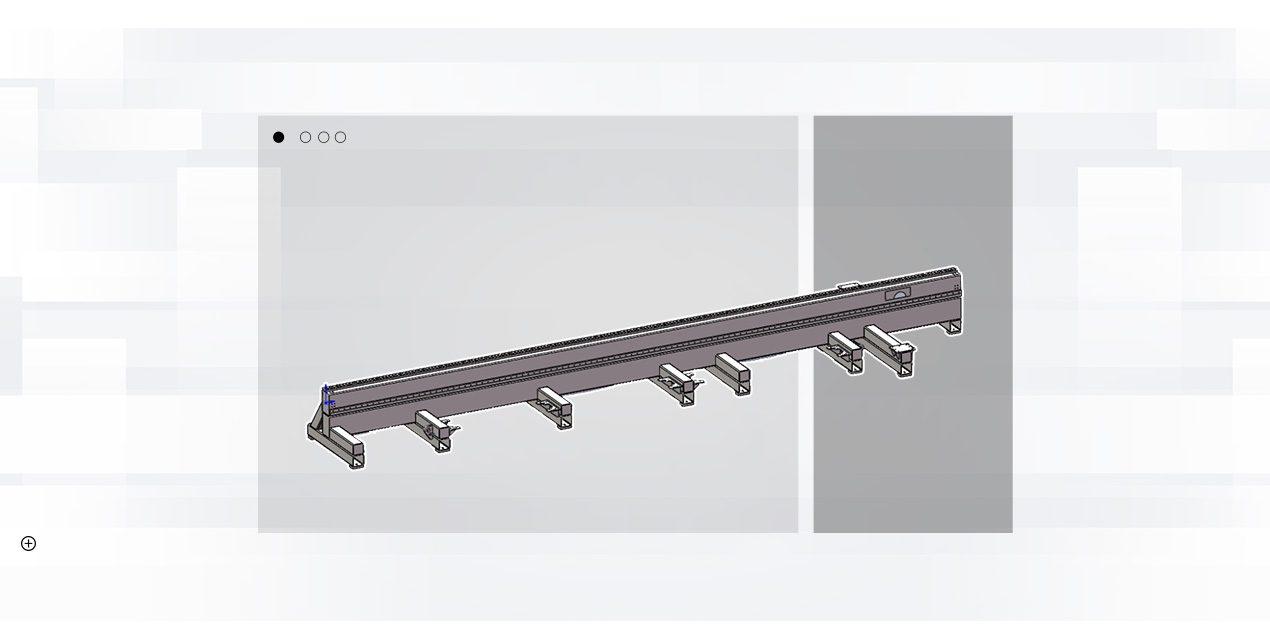
Das Bett verfügt über eine seitlich hängende Struktur und ein einteiliges geschweißtes Bett, das geglüht wird, um innere Spannungen zu beseitigen.Nach der Grobbearbeitung wird vor der Endbearbeitung eine Vibrationsalterung durchgeführt, wodurch die Steifigkeit und Stabilität der Werkzeugmaschine erheblich verbessert und die Genauigkeit der Werkzeugmaschine sichergestellt wird.Der AC-Servomotorantrieb wird durch das numerische Steuersystem gesteuert, und das Spannfutter führt nach dem Motorantrieb eine Hin- und Herbewegung in Y-Richtung aus, wodurch schnelle Bewegungen und Vorschubbewegungen realisiert werden.Sowohl die Y-Achsen-Zahnstange als auch die lineare Führungsschiene bestehen aus hochpräzisen Produkten, die die Genauigkeit der Übertragung effektiv garantieren;Die Endschalter an beiden Enden des Hubs werden gesteuert und gleichzeitig ist eine harte Begrenzungsvorrichtung installiert, die die Sicherheit der Werkzeugmaschinenbewegung wirksam gewährleistet.Die Werkzeugmaschine ist mit einer automatischen Schmiervorrichtung ausgestattet, die in regelmäßigen Abständen Schmieröl zu den beweglichen Teilen des Bettes hinzufügt, um sicherzustellen, dass die beweglichen Teile in gutem Zustand laufen, was die Lebensdauer von Führungsschienen, Zahnrädern und Zahnstangen verbessern kann.
Die vordere Vorschubvorrichtung verfügt über eine durch einen Luftzylinder gesteuerte Stützplatte, die das Rohr bei langen geschnittenen Rohren stützt und ein Durchhängen verhindert.
Beim Schneiden des Werkstücks unterstützt der angehobene Stützzylinder die Stützplatte, um das Rohr zu stützen und ein Durchhängen zu verhindern.Wenn das Werkstück geschnitten wird, werden alle angehobenen Stützzylinder eingefahren, und das Werkstück fällt auf die Schneidplatte und gleitet zum Lagerplatz.Die Zylinderbewegung wird automatisch vom System gesteuert.
Der vordere Bereich ist ebenfalls in Nachlauftyp und manuellen Verstelltyp unterteilt.

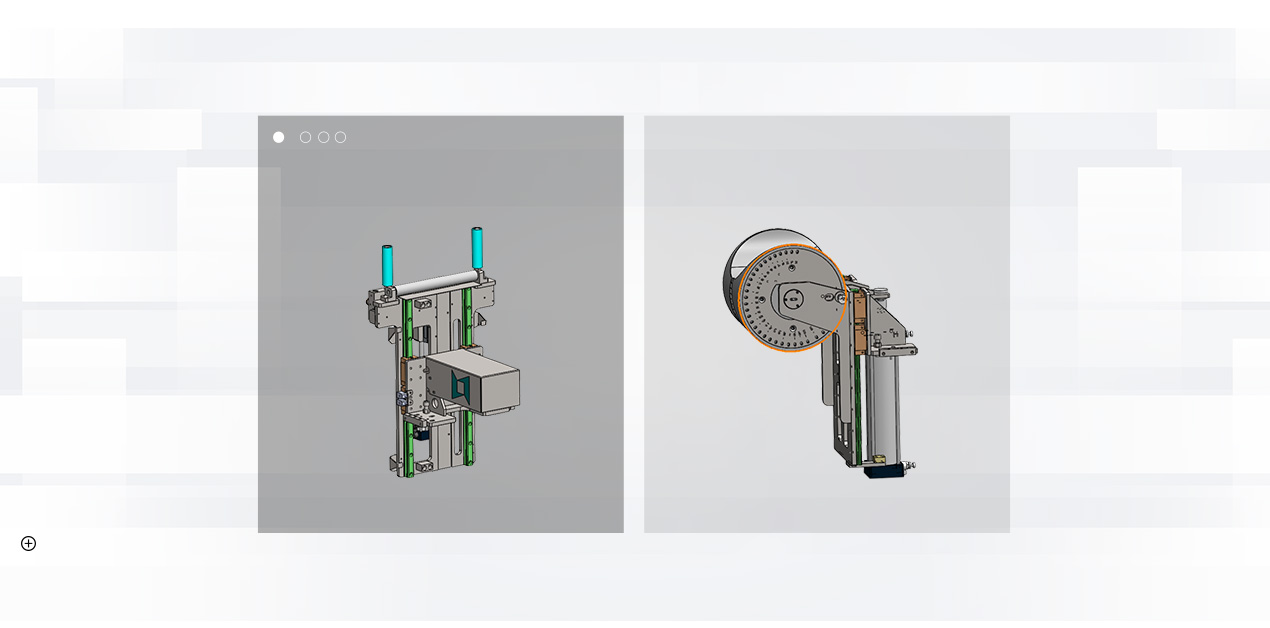
Am Bett sind drei Sätze von Stützmechanismen installiert, und es stehen zwei Arten zur Verfügung:
1. Die Nachlaufunterstützung wird von einem unabhängigen Servomotor gesteuert, um sich auf und ab zu bewegen, hauptsächlich um eine Nachlaufunterstützung bei übermäßiger Verformung von langen Rohren (Rohre mit kleinem Durchmesser) durchzuführen.Wenn sich das hintere Spannfutter in die entsprechende Position bewegt, kann die Hilfsstütze zur Vermeidung abgesenkt werden.
2. Die Radhalterung mit variablem Durchmesser wird durch den Zylinder angehoben und abgesenkt und kann manuell auf verschiedene Skalenpositionen eingestellt werden, um Rohre unterschiedlicher Größe zu unterstützen.
Das Spannfutter ist in zwei pneumatische Vollhubspannfutter vorne und hinten unterteilt, die sich beide in Y-Richtung bewegen können.Das hintere Spannfutter ist für das Spannen und Vorschieben des Rohrs zuständig, und das vordere Spannfutter ist am Ende des Bettes zum Spannen von Materialien installiert.Die vorderen und hinteren Spannfutter werden jeweils von Servomotoren angetrieben, um eine synchrone Drehung zu erreichen.
Durch die gemeinsame Klemmung von Doppelspannfuttern kann das Kurzschwanzschneiden realisiert werden, und der kurze Schwanz des Mundes kann 20–40 mm erreichen, während das Kurzschwanzschneiden des längeren Schwanzes unterstützt wird.
Die Rohrschneidemaschine der TN-Serie verwendet die Methode der Spannfutterbewegung und -vermeidung, die das Schneiden mit zwei Spannfuttern ständig realisieren kann und nicht dazu führt, dass das Rohr zu lang und instabil wird und die Präzision nicht ausreicht.

Der Querträger des X-Achsen-Geräts weist eine Portalstruktur auf, die aus einer Kombination aus Vierkantrohr und Stahlplatte geschweißt ist. Die Portalkomponente ist auf dem Bett befestigt und die X-Achse wird von einem Servomotor angetrieben, um das Gestell anzutreiben und Ritzel, um die Hin- und Herbewegung der Gleitplatte in X-Richtung zu realisieren.Während der Bewegung steuert der Endschalter den Hub, um die Position zu begrenzen und die Sicherheit des Systembetriebs zu gewährleisten.
Gleichzeitig verfügt die X/Z-Achse über eine eigene Organabdeckung, um die interne Struktur zu schützen und bessere Schutz- und Staubentfernungseffekte zu erzielen.
Das Z-Achsen-Gerät realisiert hauptsächlich die Auf- und Abbewegung des Laserkopfes.
Die Z-Achse kann als CNC-Achse zur Durchführung einer eigenen Interpolationsbewegung genutzt werden, gleichzeitig kann sie mit der X- und Y-Achse verknüpft werden und je nach Bedarf auch auf Folgesteuerung umgeschaltet werden verschiedene Situationen.
Die Faserlaser-Metallschneidemaschine eignet sich zum Metallschneiden wie Edelstahlrohre, Flussstahlrohre, Kohlenstoffstahlrohre, legierte Stahlrohre, Federstahlrohre, Eisenrohre, verzinkte Stahlrohre, Aluminiumrohre, Kupferrohre, Messingrohre, Bronzerohre. Titanrohr, Metallrohr, Metallrohr usw.
Faserlaser-Schneidemaschinen werden häufig in der Herstellung von Werbetafeln, Werbung, Schildern, Beschilderungen, Metallbuchstaben, LED-Buchstaben, Küchenartikeln, Werbebuchstaben, Rohrmetallverarbeitung, Metallkomponenten und -teilen, Eisenwaren, Fahrgestellen, Gestellen und Schränken sowie Metallhandwerk eingesetzt. Kunstgegenstände aus Metall, Schneiden von Aufzugsplatten, Eisenwaren, Autoteile, Brillengestelle, elektronische Teile, Namensschilder usw.
