






Accessoires techniques de produit de machine à cintrer CNC
Configuration standard de la cintreuse CNC
Caractéristiques
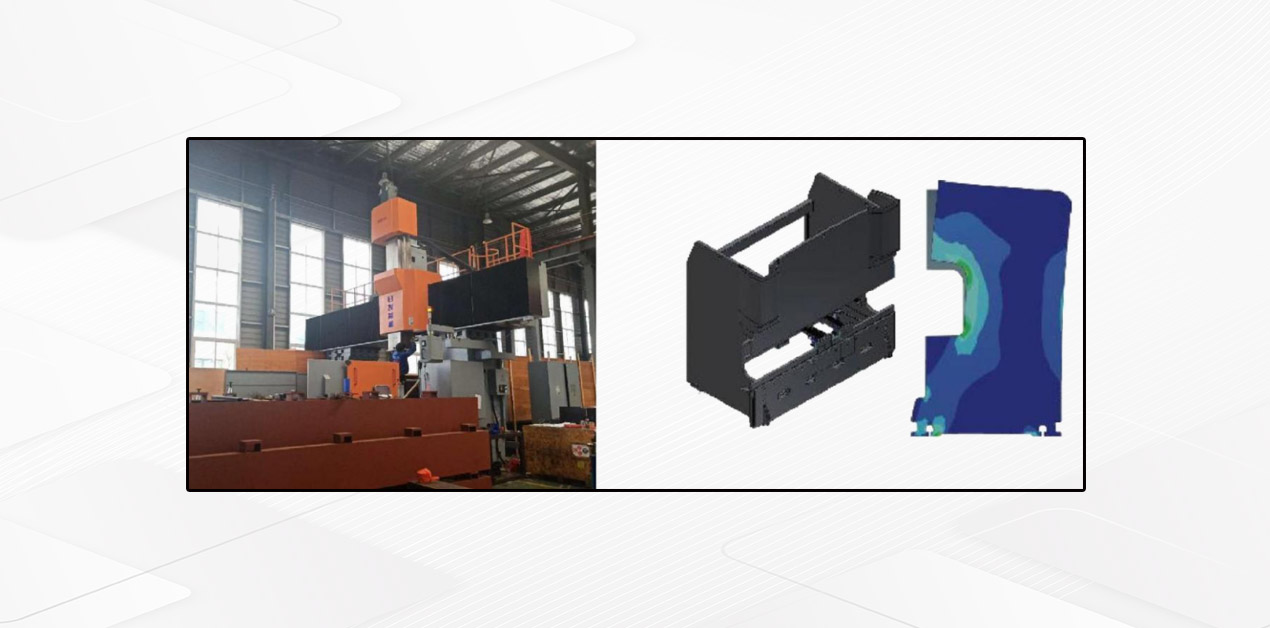
•Structure complète en acier soudé, avec une résistance et une rigidité suffisantes ;
•Structure hydraulique à course descendante, fiable et douce ;
•Unité d'arrêt mécanique, couple synchrone et haute précision ;
•La butée arrière adopte le mécanisme de butée arrière de la vis de type T avec tige lisse, entraînée par un moteur ;
•Outil supérieur avec mécanisme de compensation de tension, afin de garantir une haute précision de pliage ;
• Système CN TP10S ;
Système CNC
• Écran tactile TP10s
• Prise en charge de la programmation d'angle et de la commutation de programmation en profondeur
• Prise en charge des paramètres de moule et de bibliothèque de produits
• Chaque marche peut régler librement la hauteur d'ouverture
• La position du point de changement de vitesse peut être librement contrôlée
• il peut réaliser une expansion multi-axes de Y1、Y2、R
• Prise en charge du contrôle mécanique de la table de travail de couronnement
• prend en charge le programme de génération automatique de grands arcs circulaires
• Prend en charge le point mort haut, le point mort bas, le pied libre, le retard et d'autres options de changement d'étape, améliore efficacement l'efficacité du traitement.
• Support de pont simple électromagnétique
• Prise en charge de la fonction de pont de palette pneumatique entièrement automatique
• Prend en charge le pliage automatique, réalise un contrôle de pliage sans pilote et prend en charge jusqu'à 25 étapes de pliage automatique.
• Prise en charge du contrôle du temps de la fonction de configuration du groupe de vannes, descente rapide, ralentissement, retour, action de déchargement et action de la vanne
• il dispose de 40 bibliothèques de produits, chaque bibliothèque de produits comporte 25 étapes, le grand arc circulaire prend en charge 99 étapes

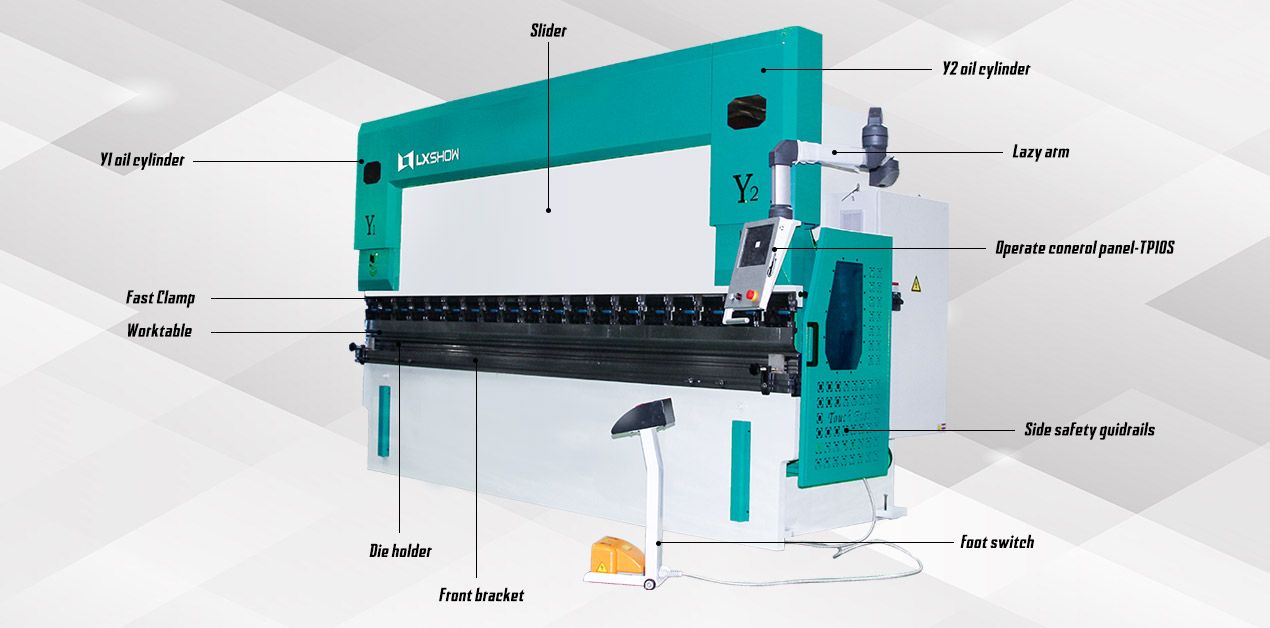
Pince rapide pour outil supérieur
Le dispositif de serrage de l'outil supérieur est une pince rapide

Serrage inférieur multi-V (option)
Matrice inférieure multi-V avec différentes ouvertures

Butée arrière
Les vis à billes/guides de revêtement sont de haute précision

Support avant
Plate-forme matérielle en alliage d'aluminium, aspect attrayant,
Et diminuez les rayures de la pièce de travail.

Pièces optionnelles pour machine à cintrer CNC
Couronnement de la compensation pour la table de travail
Un coin convexe se compose d’un ensemble de coins obliques convexes avec une surface biseautée.Chaque coin saillant est conçu par analyse par éléments finis en fonction de la courbe de déflexion de la glissière et de la table de travail.
Le système de contrôleur CNC calcule le montant de compensation requis en fonction de la force de charge.Cette force provoque une déviation et une déformation des plaques verticales du coulisseau et de la table.Et contrôlez automatiquement le mouvement relatif de la cale convexe, de manière à compenser efficacement la déformation de déviation provoquée par le curseur et la colonne montante de la table, et à obtenir la pièce de pliage idéale.

Matrice de fond à changement rapide
Adopter un serrage à changement rapide de 2 V pour la matrice inférieure

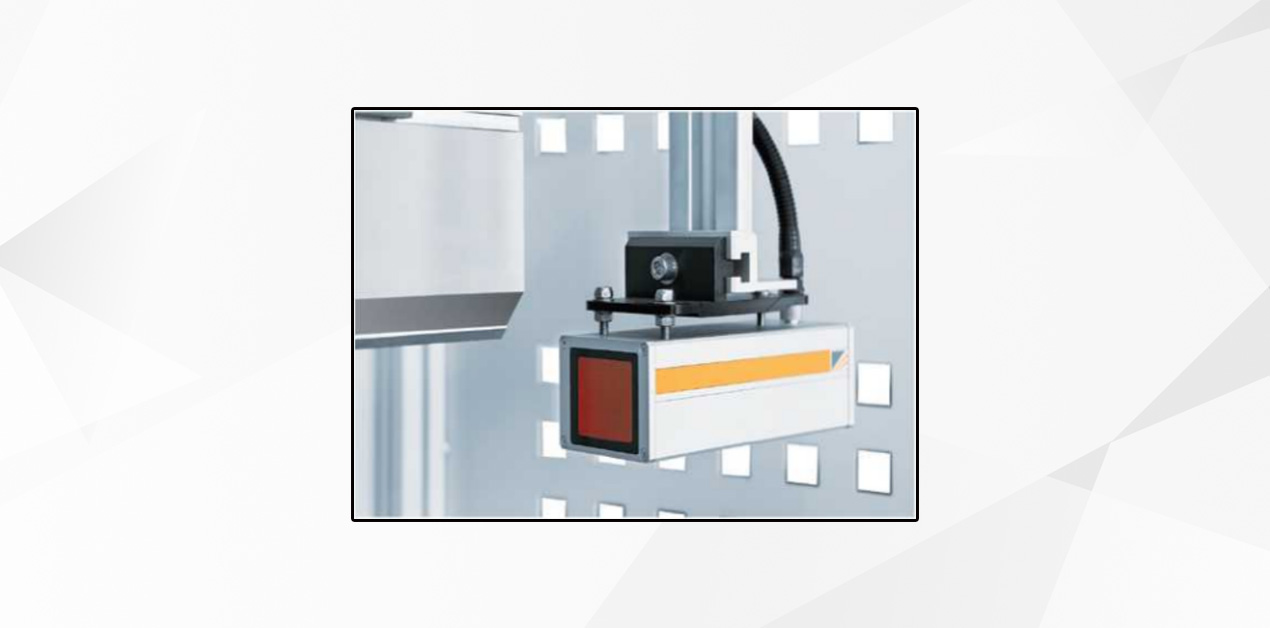
Garde de sécurité Lasersafe
Protecteur de sécurité Lasersafe PSC-OHS, communication entre le contrôleur CNC et le module de contrôle de sécurité
Le double faisceau de protection est situé à moins de 4 mm sous la pointe de l'outil supérieur, pour protéger les doigts de l'opérateur ; trois régions (avant, centrale et réelle) du bail peuvent être fermées de manière flexible, garantissent un traitement de pliage de boîte complexe ; le point de sourdine est de 6 mm, pour réaliser une production efficace et sûre.
Aide au pliage des servos mécaniques
Lorsque la plaque de support de pliage de marque peut réaliser la fonction de retournement suivant. L'angle et la vitesse suivants sont calculés et contrôlés par le contrôleur CNC, se déplacent le long du guide linéaire à gauche et à droite.
Ajustez la hauteur de haut en bas à la main, l'avant et l'arrière peuvent également être ajustés manuellement pour s'adapter aux différentes ouvertures de la matrice inférieure
La plate-forme de support peut être une brosse ou un tube en acier inoxydable, selon la taille de la pièce, deux mouvements de liaison de supports ou un mouvement séparé peuvent être choisis.
Caractéristiques de performances
Le curseur adopte un mécanisme synchrone d'arbre de torsion, installe également des roulements de centrage coniques de haute précision (modèle "K") aux deux extrémités de l'arbre de torsion et installe un mécanisme de réglage excentrique à l'extrémité gauche afin de rendre le réglage synchrone du curseur pratique et fiable.
Adopte un outil supérieur avec un mécanisme de compensation de tension, le port de l'outil supérieur obtient des courbes spécifiques sur toute la longueur de la machine et la déviation de la table de travail et du curseur améliore la précision de pliage des outils lors du couronnement grâce au réglage.
Pendant le réglage de l'angle, la vis sans fin servo entraîne le mouvement de la butée mécanique dans le cylindre et la valeur de position du cylindre est affichée par le compteur de courses.
L'emplacement fixe de la table de travail et du panneau mural est équipé d'un mécanisme de réglage supérieur et inférieur, ce qui rend le réglage pratique et fiable lorsque l'angle de flexion est légèrement différent.
Le côté droit de la colonne est équipé d'un régulateur de pression à distance, ce qui rend le réglage de la pression du système pratique et fiable.
Système hydraulique
Adopte un système hydraulique intégré avancé, réduit l'installation de canalisations et garantit un haut degré de fiabilité et de sécurité dans le fonctionnement de la machine.
La vitesse du mouvement du curseur peut être réalisée.Descente rapide, flexion lente, action de retour rapide et descente rapide, la vitesse de ralentissement peut être ajustée de manière appropriée.
Système de contrôle électrique
Les composants et matériaux électriques répondent aux normes internationales, sûrs, fiables et longue durée de vie.
La machine adopte une alimentation triphasée à quatre fils de 50 Hz, 380 V. Le moteur de la machine adopte une alimentation triphasée de 380 V et la lampe de ligne adopte une alimentation monophasée de 220 V. Le transformateur de commande adopte une alimentation biphasée de 380 V. La sortie du transformateur de commande est utilisé par la boucle de contrôle, parmi lesquels le 24 V est utilisé pour le contrôle de la jauge arrière et pour les vannes d'inversion électromagnétiques.Indicateur d'alimentation 6 V, alimentation 24 V d'autres composants de contrôle.
Le boîtier électrique de la machine est situé sur le côté droit de la machine et est équipé d'un dispositif d'ouverture de porte et de mise hors tension. Les composants de fonctionnement de la machine sont tous concentrés sur le boîtier électrique, à l'exception de l'interrupteur au pied, et la fonction de chacun L'élément empilé en fonctionnement est marqué par le symbole d'image au-dessus. Il peut couper automatiquement l'alimentation électrique lors de l'ouverture de la porte du boîtier électrique, et s'il doit être réparé en direct, il peut être réinitialisé manuellement pour retirer le levier du micro-interrupteur.
Jauge avant et arrière
Support avant : Il est placé sur le côté de la table de travail et fixé par des vis.Il peut être utilisé comme support lors du pliage de tôles larges et longues.
Jauge arrière : elle adopte un mécanisme de jauge arrière avec vis à billes et un guide linéaire entraîné par un servomoteur et une courroie de distribution de roue synchrone.Le doigt d'arrêt de positionnement de haute précision peut être facilement déplacé à gauche et à droite sur la double poutre de rail de guidage linéaire, et la pièce à usiner est pliée « comme vous le souhaitez ».