






CNC hajlítógép termék műszaki tartozékok
CNC hajlítógép szabványos konfiguráció
Jellemzők
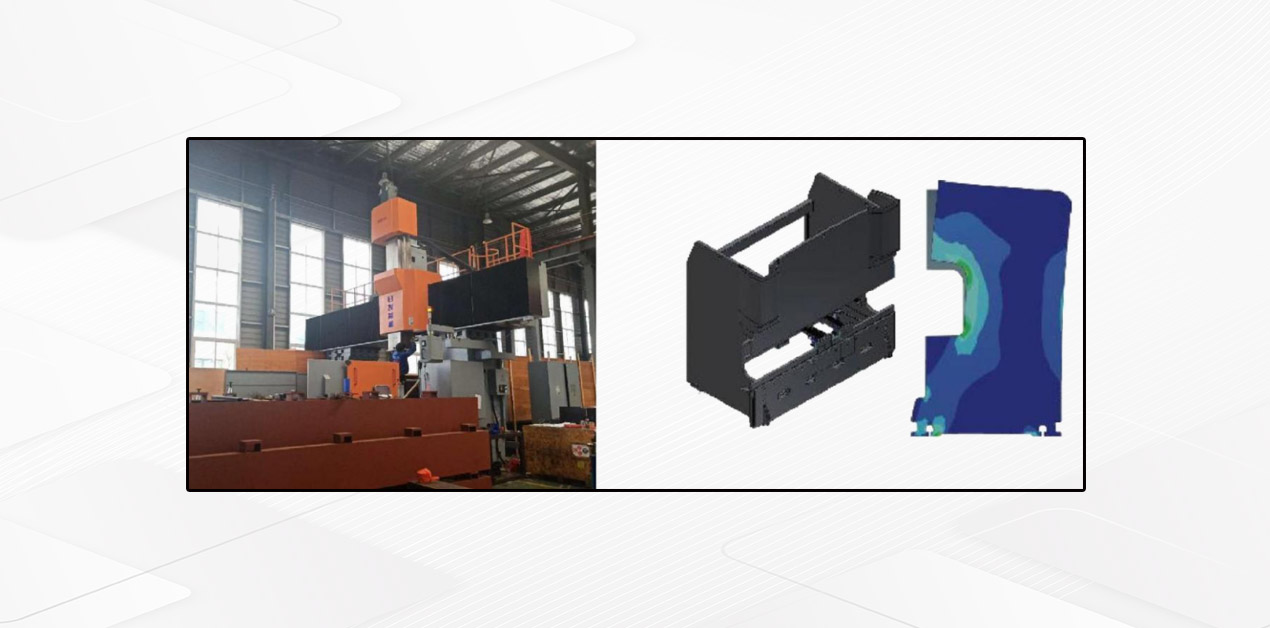
• Komplett acélhegesztett szerkezet, megfelelő szilárdsággal és merevséggel;
• Hidraulikus lefelé löketű szerkezet, megbízható és sima;
• Mechanikus leállító egység, szinkron nyomaték és nagy pontosság;
•A hátszelvény a T-típusú, sima rúddal rendelkező csavar hátszelvényes mechanizmusát alkalmazza, amelyet motor hajt meg;
•Felső szerszám feszültség-kiegyenlítő mechanizmussal, a hajlítás nagy pontosságának biztosítása érdekében;
•TP10S NC rendszer;
CNC rendszer
• TP10s Érintőképernyő
• Támogatja a szögprogramozást és a mélységprogramozás átkapcsolását
• Az öntőforma és a termékkönyvtár beállításainak támogatása
• Minden lépésben szabadon beállítható a nyitási magasság
• A váltási pont pozíciója szabadon szabályozható
• képes megvalósítani az Y1、 Y2、 R többtengelyes kiterjesztését
• Támogatja a mechanikus koronázási munkaasztal vezérlést
• támogatja a nagy körívű automatikus generáló programot
• Támogatja a felső holtpontot, az alsó holtpontot, a laza lábfejet, a késleltetést és az egyéb lépésváltási lehetőségeket, ez hatékonyan javítja a feldolgozási hatékonyságot
• Támogatja az egyszerű elektromágneses hidat
• Támogatja a teljesen automatikus pneumatikus raklaphíd funkciót
• Támogatja az automatikus hajlítást, megvalósítja a pilóta nélküli hajlításvezérlést és akár 25 lépésnyi automatikus hajlítást
• Támogatja a szelepcsoport konfigurációs funkciójának időszabályozását, gyors le, lassítás, visszatérés, ürítés és szelepműködés
• 40 termékkönyvtárral rendelkezik, minden termékkönyvtár 25 lépésből áll, a nagy körív 99 lépést támogat

Felső szerszám gyorsbilincs
A felső szerszámbefogó szerkezet gyorsszorító

Multi-V alsó szerszámbefogás (opcionális)
Multi-V alsó matrica különböző nyílásokkal

Backgauge
A golyós csavar/bélésvezető nagy pontosságú

Elülső támogatás
Alumíniumötvözet anyagú platform, vonzó megjelenés,
És csökkenti a munkadarab karcolását.

CNC hajlítógép opcionális alkatrészei
Koronázási kompenzáció munkaasztalhoz
A domború ék ferde felületű domború ferde ékek halmazából áll.Minden kiálló éket végeselem-analízissel terveznek a szán és a munkaasztal elhajlási görbéje szerint.
A CNC vezérlőrendszer a terhelési erő alapján számítja ki a szükséges kompenzációs összeget.Ez az erő a csúszda és az asztal függőleges lemezeinek elhajlását és deformációját okozza.És automatikusan szabályozza a domború ék relatív mozgását, hogy hatékonyan kompenzálja a csúszka és az asztali emelő által okozott elhajlási deformációt, és megkapja az ideális hajlító munkadarabot.

Gyors csere Bottomm Die
Alkalmazzon 2 V-os gyorscsere-bilincset az alsó szerszámhoz

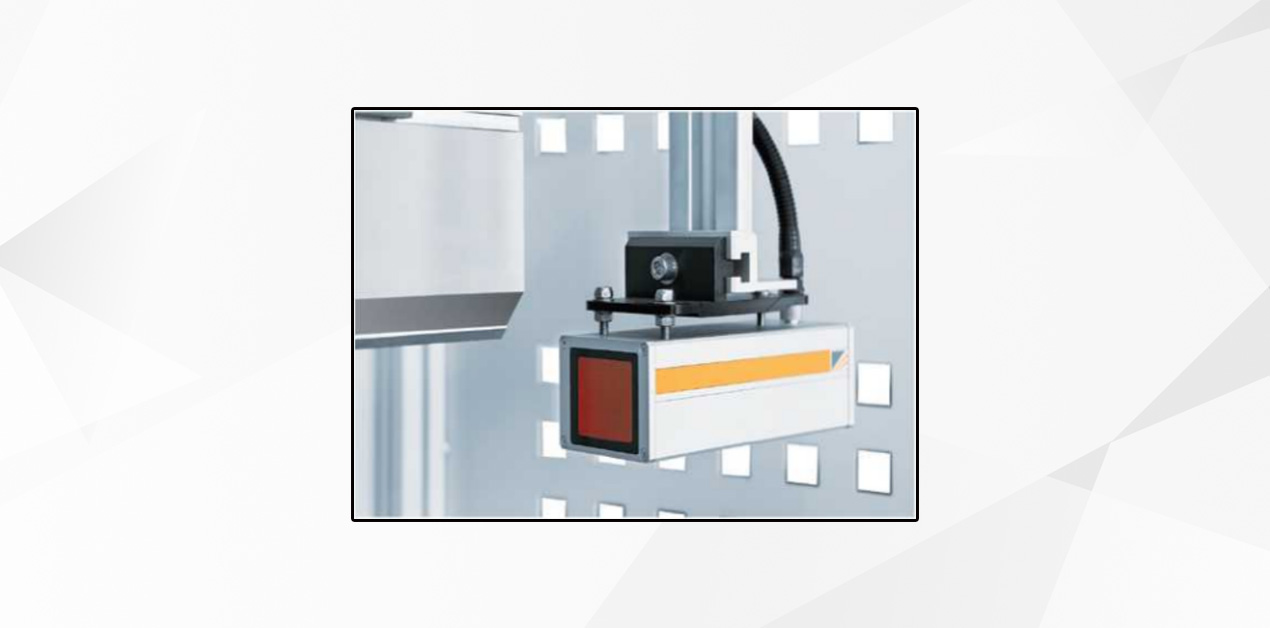
Lasersafe biztonsági őr
Lasersafe PSC-OHS biztonsági őr, kommunikáció a CNC vezérlő és a biztonsági vezérlő modul között
A védelemből származó kettős sugár 4 mm-rel a felső szerszám hegye alatt van, a kezelő ujjainak védelme érdekében; a lízing három része (elülső, középső és valódi) rugalmasan zárható, összetett dobozhajlítási feldolgozás biztosítása; a némítási pont 6 mm, hatékony és biztonságos termelést valósíthat meg.
Mechanikus szervohajlítási segítség
Amikor a mark hajlító tartólemez megvalósítja az átfordítás funkcióját, a követés. A követési szöget és sebességet a CNC vezérlő számítja ki és vezérli, mozogjon a lineáris vezető mentén balra és jobbra.
Állítsa be a magasságot felfelé és lefelé kézzel, az elülső és a hátsó rész manuálisan is állítható, hogy megfeleljen a különböző alsó szerszámnyílásoknak
A támasztó platform lehet kefe vagy rozsdamentes acélcső, a munkadarab méretétől függően, két támasztórudazat mozgása vagy külön mozgás választható.
Teljesítmény jellemzői
A csúszka torziós tengely szinkronmechanizmust alkalmaz, továbbá nagy pontosságú kúpos központosító csapágyakat ("K" modell) szereljen be a torziós tengely mindkét végére, és telepítse az excenteres beállító mechanizmust a bal végére, hogy kényelmes és megbízható legyen a csúszka szinkron beállítása.
A felső szerszámot feszültség-kiegyenlítő mechanizmussal alkalmazza, a felső szerszámnyílás specifikus íveket kap a gép teljes hosszában, és a munkaasztal és a csúszka elhajlása javítja a szerszámok hajlítási pontosságát a koronázás során a beállítással.
A szögbeállítás során a szervo csiga mozgatja a mechanikus ütköző mozgását a hengerben, és a hengerpozíció értékét a löketszámláló mutatja.
A munkaasztal és a faltábla rögzített helye felső és alsó állítómechanizmussal van ellátva, amely kényelmessé és megbízhatóvá teszi a beállítást, ha a hajlítási szög kissé eltérő.
Az oszlop jobb oldala távirányítós nyomásszabályozóval van felszerelve, amely kényelmessé és megbízhatóvá teszi a rendszer nyomásszabályozását.
Hidraulikus rendszer
A fejlett integrált hidraulikus rendszer alkalmazása csökkenti a csővezetékek telepítését, és magas fokú megbízhatóságot és biztonságot biztosít a gép működésében.
A csúszka mozgásának sebessége megvalósítható.Gyors ereszkedés, lassú hajlítás, gyors visszafutás és gyors le, lassítás sebessége megfelelően állítható.
Elektromos vezérlőrendszer
Az elektromos alkatrészek és anyagok megfelelnek a nemzetközi szabványoknak, biztonságos, megbízható és hosszú élettartamú.
A gép 50 Hz-es, 380 V-os, háromfázisú, négyvezetékes tápellátással működik. A gép motorja háromfázisú 380 V-os, a vonali lámpa pedig egyfázisú 220 V-os. A vezérlőtranszformátor kétfázisú, 380 V-os. A vezérlőtranszformátor kimenete a vezérlőhurok által használt, köztük a 24 V-ot a visszamérő vezérléshez és az elektromágneses irányváltó szelepekhez.6V tápellátás jelző, 24V táp egyéb vezérlőelemek.
A gép elektromos doboza a gép jobb oldalán található, és ajtónyitó- és kikapcsolókészülékkel van felszerelve. A gép kezelőelemei a lábkapcsolón és mindegyik funkción kívül az elektromos dobozra összpontosulnak. Működő halmozott elemet a felette lévő képszimbólum jelöli. Az elektromos doboz ajtajának kinyitásakor automatikusan megszakíthatja az áramellátást, és ha éles javításra szorul, manuálisan visszaállítható a mikrokapcsoló kar kihúzásához.
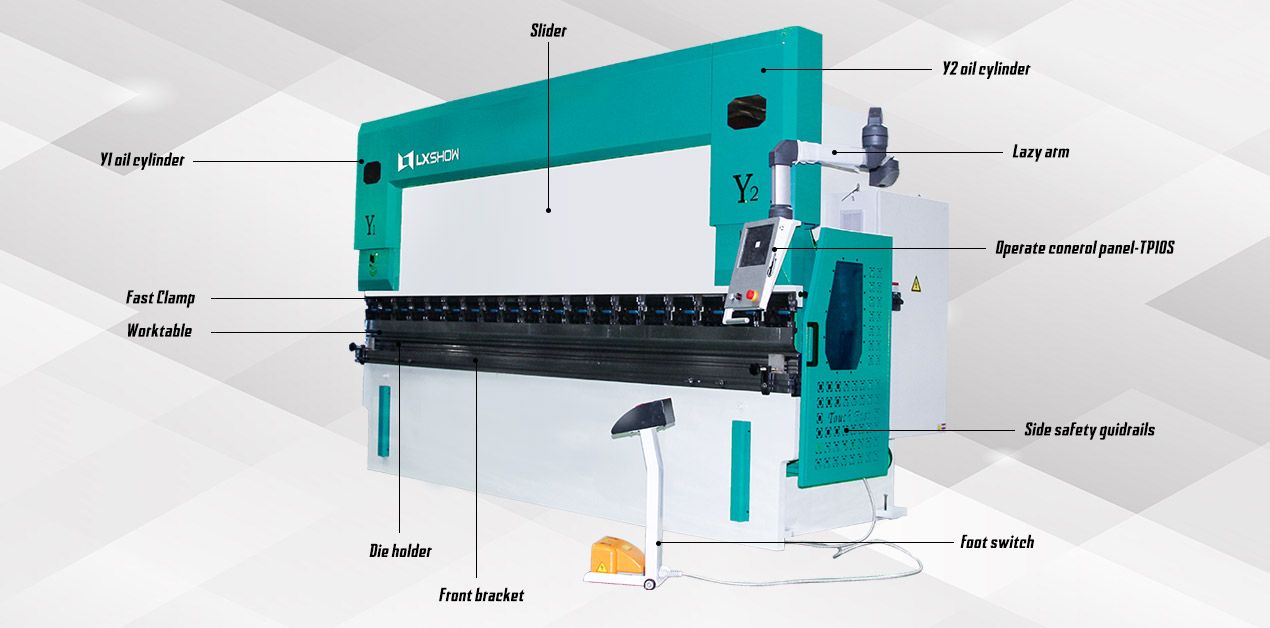
Első és hátsó mérőműszer
Elülső tartó: A munkaasztal oldalára kell helyezni és csavarokkal rögzíteni.Támaszként használható széles és hosszú lapok hajlításánál.
Hátsó mérőműszer: golyós csavarral ellátott hátsó mérőszerkezetet alkalmaz, és a lineáris vezetőt szervomotor és egy szinkron kerékvezérmű szíj hajtja meg.A nagy pontosságú pozicionáló ütközőujj könnyen mozgatható jobbra-balra a kettős lineáris vezetősín gerendán, és a munkadarab "kedve szerint" hajlítható.