






Լազերային երեսպատման մեքենայի հիմնական բաղադրիչները
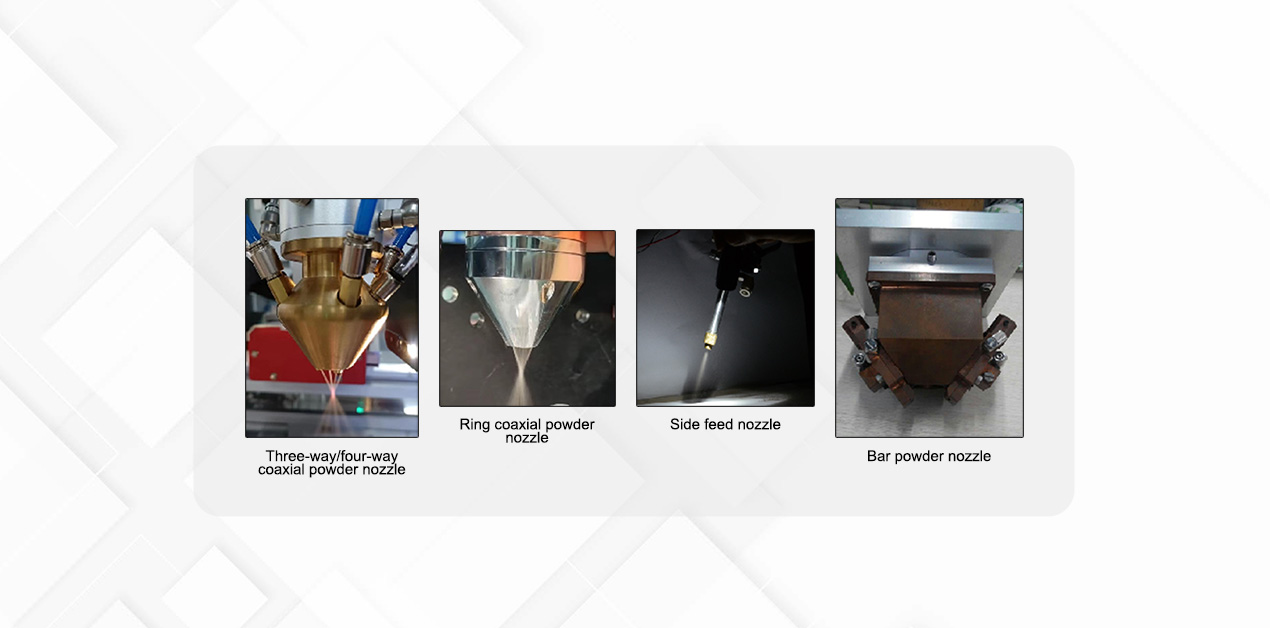
Փոշի կերակրման վարդակ
1. Եռակողմ/չորսակողմ կոաքսիալ փոշի սնուցող վարդակ. փոշին ուղղակիորեն դուրս է գալիս եռակողմ/չորսակողմից, զուգակցվում է մեկ կետում, կոնվերգենցիայի կետը փոքր է, փոշու ուղղությունը ավելի քիչ է ազդում գրավիտացիայից, և ուղղորդությունը լավ է, հարմար է եռաչափ լազերային վերականգնման և 3D տպագրության համար:
2. Օղակաձև կոաքսիալ փոշի սնուցող վարդակ. փոշին մուտքագրվում է երեք կամ չորս ալիքներով, և ներքին համասեռացման մշակումից հետո փոշին դուրս է գալիս օղակի մեջ և զուգակցվում:Կոնվերգենցիայի կետը համեմատաբար մեծ է, բայց ավելի միատեսակ և ավելի հարմար է մեծ բծերով լազերային հալման համար:Հարմար է 30°-ի սահմաններում թեքության անկյունով լազերային երեսպատման համար:
3. Կողմնակի փոշի սնուցող վարդակ՝ պարզ կառուցվածք, էժան, հարմար տեղադրում և կարգավորում;Փոշու ելքերի միջև հեռավորությունը հեռու է, իսկ փոշու և լույսի կառավարելիությունը ավելի լավ է:Այնուամենայնիվ, լազերային ճառագայթը և փոշի մուտքագրումը ասիմետրիկ են, և սկանավորման ուղղությունը սահմանափակ է, ուստի այն չի կարող որևէ ուղղությամբ ստեղծել միատեսակ ծածկույթի շերտ, ուստի այն հարմար չէ 3D ծածկույթի համար:
4. Ձողաձև փոշու սնուցման վարդակ. փոշու մուտքագրում երկու կողմից, փոշու ելքային մոդուլի կողմից համասեռացման մշակումից հետո, ելքային ձողաձև փոշի և հավաքվում է մեկ տեղում՝ ձևավորելու 16 մմ*3 մմ (հարմարեցվող) շերտաձև փոշու կետ, և համապատասխան շերտաձև բծերի համադրությունը կարող է իրականացնել լայնաֆորմատ լազերային մակերեսի վերանորոգում և զգալիորեն բարելավել արդյունավետությունը:
Փոշի սնուցող
Կրկնակի տակառ փոշի սնուցող հիմնական պարամետրերը
Փոշի սնուցող մոդել՝ EMP-PF-2-1
Փոշի սնուցող բալոն. երկակի գլան փոշի սնուցում, PLC անկախ կառավարելի
Կառավարման ռեժիմ. արագ անցում վրիպազերծման և արտադրության ռեժիմի միջև
Չափերը՝ 600mmX500mmX1450mm (երկարություն, լայնություն և բարձրություն)
Լարումը` 220VAC, 50HZ;
Հզորությունը՝ ≤1 կՎտ
Ուղարկվող փոշի մասնիկի չափը՝ 20-200 մկմ
Փոշի սնուցող սկավառակի արագությունը՝ 0-20 պտ/րոպե արագության անխափան կարգավորում;
Փոշի կերակրման կրկնության ճշգրտությունը՝ <±2%;
Պահանջվող գազի աղբյուր՝ Ազոտ/Արգոն
Մյուսներ. Գործողության ինտերֆեյսը կարող է հարմարեցվել ըստ պահանջների

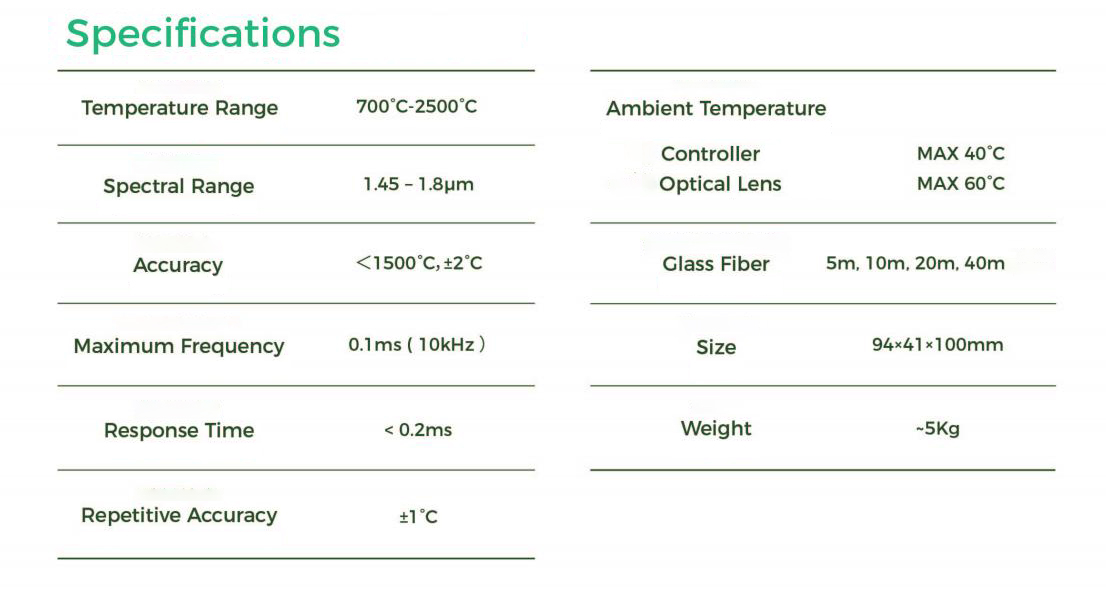
Լազերային պիրոմետր
Փակ օղակի ջերմաստիճանի վերահսկումը, ինչպիսիք են լազերային մարումը, ծածկույթը և մակերեսային մշակումը, կարող են ճշգրիտ պահպանել եզրերի, ելուստների կամ անցքերի կարծրացման ջերմաստիճանը:
Փորձարկման ջերմաստիճանի միջակայքը 700℃-ից մինչև 2500℃ է:
Փակ օղակի կառավարում, մինչև 10 կՀց:
Հզոր ծրագրային փաթեթներ համար
գործընթացի կարգավորում, պատկերացում և
տվյալների պահպանում.
Արդյունաբերական l/O տերմինալներ 24V թվային և անալոգային 0-10V l/O ավտոմատացման գծի համար
ինտեգրում և լազերային միացում:

Լազերային երեսպատման մեքենայի աշխատանքի սկզբունքը
Ենթաշերտի մակերևույթին երեսպատման նյութեր ավելացնելով և բարձր էներգիայի խտության լազերային ճառագայթով այն միաձուլելու համար հիմքի մակերևույթի բարակ շերտի հետ, հիմքի մակերևույթի վրա ձևավորվում է մետալուրգիական կապակցված երեսպատման շերտ:
Լազերային ծածկույթի մեքենայի առավելությունները

Լազերային երեսպատման կիրառություններ
Ավտոմոբիլային արդյունաբերությունում, ինչպիսիք են շարժիչի փականները, բալոնների ակոսները, շարժակների, արտանետվող փականների նստատեղերը և որոշ մասեր, որոնք պահանջում են բարձր մաշվածության դիմադրություն, ջերմակայունություն և կոռոզիոն դիմադրություն.
Ավիատիեզերական արդյունաբերության մեջ որոշ համաձուլվածքների փոշիներ երեսպատվում են տիտանի համաձուլվածքների մակերեսին, որպեսզի լուծեն տիտանի համաձուլվածքների խնդիրը:Շփման մեծ գործակցի և վատ մաշվածության թերությունները.
Կաղապարի արդյունաբերության մեջ կաղապարի մակերեսը լազերային ծածկույթով մշակելուց հետո զգալիորեն բարելավվում է դրա մակերեսի կարծրությունը, մաշվածության դիմադրությունը և բարձր ջերմաստիճանի դիմադրությունը.
Պողպատի արդյունաբերության մեջ գլանափաթեթների լազերային ծածկույթի կիրառումը շատ տարածված է դարձել:
