






ლაზერული მოპირკეთების აპარატის ძირითადი კომპონენტები
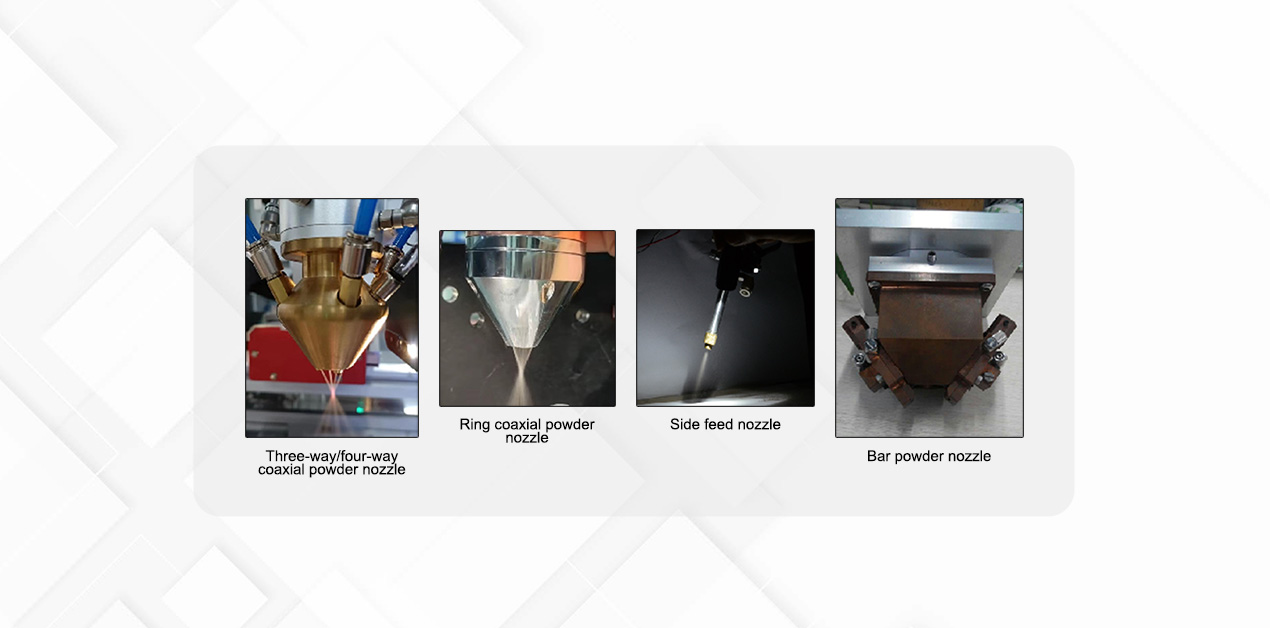
ფხვნილის კვების საქშენი
1. სამმხრივი/ოთხმხრივი კოაქსიალური ფხვნილის შესანახი საქშენი: ფხვნილი პირდაპირ გამოდის სამმხრივი/ოთხმხრივი, ერთ წერტილში კონვერგენციის წერტილი, კონვერგენციის წერტილი მცირეა, ფხვნილის მიმართულებაზე ნაკლებად მოქმედებს გრავიტაცია და მიმართულება კარგია, შესაფერისია სამგანზომილებიანი ლაზერული აღდგენისა და 3D ბეჭდვისთვის.
2. რგოლოვანი კოაქსიალური ფხვნილის კვების საქშენი: ფხვნილი შეყვანილია სამი ან ოთხი არხით და შიდა ჰომოგენიზაციის დამუშავების შემდეგ, ფხვნილი გამოდის რგოლში და იყრის თავს.კონვერგენციის წერტილი შედარებით დიდია, მაგრამ უფრო ერთგვაროვანი და უფრო შესაფერისია ლაზერული დნობისთვის დიდი ლაქებით.შესაფერისია ლაზერული საფარისთვის 30°-ის დახრილობის კუთხით.
3. გვერდითი ფხვნილის შესანახი საქშენი: მარტივი სტრუქტურა, დაბალი ღირებულება, მოსახერხებელი მონტაჟი და რეგულირება;ფხვნილის გასასვლელებს შორის მანძილი შორს არის, ხოლო ფხვნილისა და სინათლის კონტროლირება უკეთესია.თუმცა, ლაზერის სხივი და ფხვნილის შეყვანა ასიმეტრიულია, ხოლო სკანირების მიმართულება შეზღუდულია, ამიტომ მას არ შეუძლია წარმოქმნას ერთიანი საფარის ფენა ნებისმიერი მიმართულებით, ამიტომ არ არის შესაფერისი 3D მოპირკეთებისთვის.
4. ზოლის ფორმის ფხვნილის შესანახი საქშენი: ფხვნილის შეყვანა ორივე მხრიდან, ფხვნილის გამომავალი მოდულის მიერ ჰომოგენიზაციის დამუშავების შემდეგ, გამომავალი ზოლის ფორმის ფხვნილი და შეკრიბეთ ერთ ადგილას 16მმ*3მმ (მორგებადი) ზოლის ფორმის ფხვნილის ლაქის შესაქმნელად. და შესაბამისი ზოლის ფორმის ლაქების კომბინაციამ შეიძლება გააცნობიეროს დიდი ფორმატის ლაზერული ზედაპირის შეკეთება და მნიშვნელოვნად გააუმჯობესოს ეფექტურობა.
ფხვნილის მიმწოდებელი
ორმაგი ლულის ფხვნილის მიმწოდებლის ძირითადი პარამეტრები
ფხვნილის მიმწოდებლის მოდელი: EMP-PF-2-1
ფხვნილის კვების ცილინდრი: ორცილინდრიანი ფხვნილის კვება, PLC დამოუკიდებელი კონტროლირებადი
კონტროლის რეჟიმი: სწრაფი გადართვა გამართვისა და წარმოების რეჟიმს შორის
ზომები: 600mmX500mmX1450mm (სიგრძე, სიგანე და სიმაღლე)
ძაბვა: 220VAC, 50HZ;
სიმძლავრე: ≤1 კვტ
გაგზავნადი ფხვნილის ნაწილაკების ზომა: 20-200μm
ფხვნილის მკვებავი დისკის სიჩქარე: 0-20 rpm უსაფეხურო სიჩქარის რეგულირება;
ფხვნილის კვების გამეორების სიზუსტე: <±2%;
საჭირო გაზის წყარო: აზოტი/არგონი
სხვა: ოპერაციის ინტერფეისის მორგება შესაძლებელია მოთხოვნების შესაბამისად

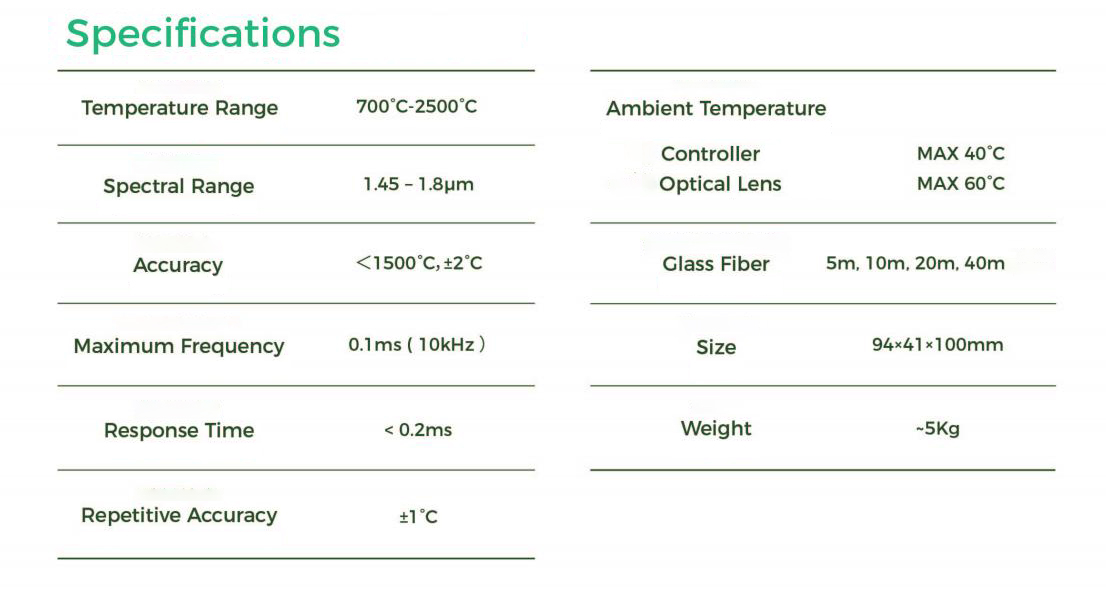
ლაზერული პირომეტრი
დახურული მარყუჟის ტემპერატურის კონტროლს, როგორიცაა ლაზერული ჩაქრობა, მოპირკეთება და ზედაპირის დამუშავება, შეუძლია ზუსტად შეინარჩუნოს კიდეების, გამონაყარის ან ხვრელების გამკვრივების ტემპერატურა.
ტესტის ტემპერატურის დიაპაზონი არის 700℃-დან 2500℃-მდე.
დახურული მარყუჟის კონტროლი, 10 kHz-მდე.
ძლიერი პროგრამული პაკეტები
პროცესის დაყენება, ვიზუალიზაცია და
მონაცემთა საცავი.
სამრეწველო l/O ტერმინალები 24V ციფრული და ანალოგური 0-10V l/O ავტომატიზაციის ხაზისთვის
ინტეგრაცია და ლაზერული კავშირი.

ლაზერული საფარის მანქანის მუშაობის პრინციპი
სუბსტრატის ზედაპირზე მოსაპირკეთებელი მასალების დამატებით და მაღალი ენერგიის სიმკვრივის ლაზერის სხივის გამოყენებით მისი შერწყმისას სუბსტრატის ზედაპირზე თხელ ფენასთან ერთად, წარმოიქმნება მეტალურგიულად შეკრული მოპირკეთების ფენა სუბსტრატის ზედაპირზე.
ლაზერული მოპირკეთების აპარატის უპირატესობები

ლაზერული მოპირკეთების აპლიკაციები
საავტომობილო ინდუსტრიაში, როგორიცაა ძრავის სარქველები, ცილინდრის ღარები, გადაცემათა კოლოფი, გამონაბოლქვი სარქველების სავარძლები და ზოგიერთი ნაწილი, რომელიც მოითხოვს მაღალი აცვიათ წინააღმდეგობას, სითბოს წინააღმდეგობას და კოროზიის წინააღმდეგობას;
საჰაერო კოსმოსურ ინდუსტრიაში, ზოგიერთი შენადნობის ფხვნილი შემოსილია ტიტანის შენადნობების ზედაპირზე ტიტანის შენადნობების პრობლემის გადასაჭრელად.დიდი ხახუნის კოეფიციენტის ნაკლოვანებები და ცუდი აცვიათ წინააღმდეგობა;
მას შემდეგ, რაც ყალიბის ზედაპირი ლაზერული საფარით დამუშავდება, მისი ზედაპირის სიმტკიცე, აცვიათ წინააღმდეგობა და მაღალი ტემპერატურის წინააღმდეგობა მნიშვნელოვნად გაუმჯობესდება;
ფოლადის მრეწველობაში რულონებისთვის ლაზერული საფარის გამოყენება ძალიან გავრცელებული გახდა.
