






CNC Béie Maschinn Produit technesch Accessoiren
CNC Béie Maschinn Standard Konfiguratioun
Eegeschaften
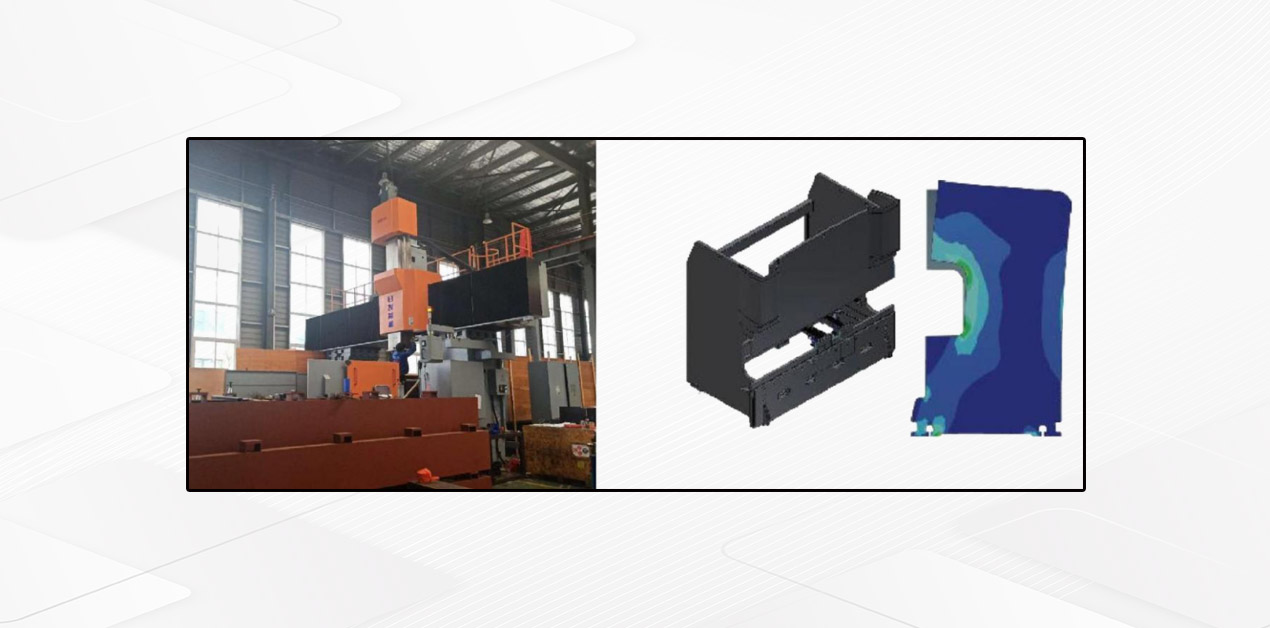
• Komplett Stahl-Schweißstruktur, mat genuch Kraaft a Steifheit;
•Hydraulesch Down-Stroke Struktur, zouverléisseg a glat;
•Mechanesch Stop-Eenheet, Synchron-Dréimoment, an héich Präzisioun;
•De Backgauge adoptéiert de Backgauge-Mechanismus vun der T-Typ Schraube mat glatter Staang, déi vun engem Motor ugedriwwe gëtt;
•Uewer Tool mat Spannungskompensatiounsmechanismus, Fir eng héich Präzisioun vum Biegen ze garantéieren;
• TP10S NC System;
CNC System
• TP10s Touchscreens
• Ënnerstëtzung Wénkel programméiere an Déift programméiere schalt
• Ënnerstëtzung Astellunge vun Ofdréck an Produit Bibliothéik
• All Schrëtt kann Ouverture Héicht fräi Formatioun
• D'Verréckelung Punkt Positioun kann fräi kontrolléiert haten
• et kann Multi-Achs Expansioun vun Y1, Y2, R realiséieren
• Ënnerstëtzung mechanesch Kroun workingtable Kontroll
• Ënnerstëtzung grouss kreesfërmeg Arc automatesch Generéiere Programm
• Ënnerstëtzt Top Dead Center, Bottom Dead Center, Lose Fouss, Verzögerung an aner Schrëtt änneren Optiounen, et verbessert d'Veraarbechtungseffizienz effektiv
• Ënnerstëtzung elektromagnet einfach Bréck
• Ënnerstëtzt voll automatesch pneumatesch Palette Bréck Funktioun
• Ënnerstëtzt automatesch Béie, realiséiere onbemannt Béie Kontroll, an ënnerstëtzen bis zu 25 Schrëtt vun automatesch Béi
• Ënnerstëtzt Zäitkontrolle vun der Ventilgrupp Konfiguratiounsfunktioun, séier erof, lues, zréck, Ausluedeaktioun a Ventilaktioun
• et huet 40 Produit Bibliothéiken, all Produit Bibliothéik huet 25 Schrëtt, grouss kreesfërmeg Arc ënnerstëtzt 99 Schrëtt

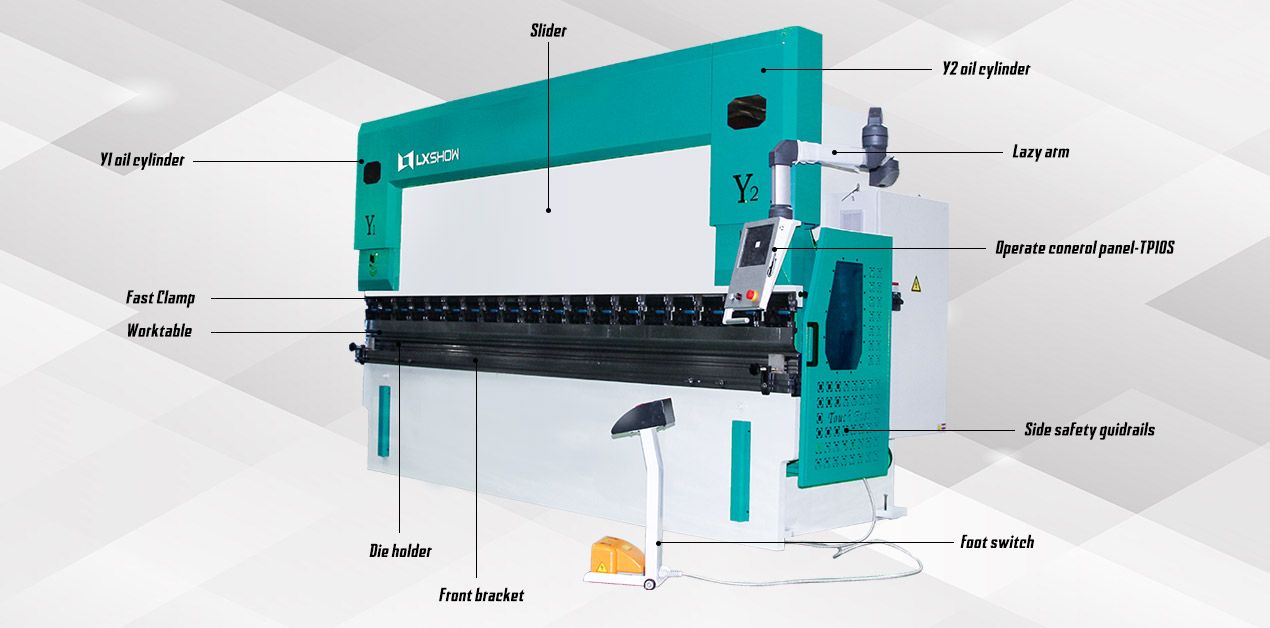
Ieweschte Tool Fast Clamp
Ieweschte Tool Clamping Apparat ass séier Clamp

Multi-V Bottom Die Clamping (Optioun)
Multi-V ënnen stierwen mat verschiddene Ouvertureszäiten

Backgauge
Kugelschrauwen / Liner Guide sinn héich Präzisioun

Front Ënnerstëtzung
Aluminiumlegierung Material Plattform, attraktiv Erscheinung,
A reduzéieren Schrummen vun workpicec.

CNC Béie Maschinn fakultativ Deeler
Kroun Kompensatioun fir Worktable
E konvexe Keil besteet aus engem Set vu konvexen schiefe Keile mat enger geschniddener Uewerfläch.All ausstehende Keil ass duerch endlech Elementanalyse entworf no der Oflenkskurve vun der Rutsch an der Aarbechtstabell.
Den CNC Controller System berechent den erfuerderleche Kompensatiounsbetrag baséiert op der Laaschtkraaft.Dës Kraaft verursaacht Oflehnung an Verformung vun de vertikale Placke vum Rutsch an Dësch.A kontrolléiert automatesch d'relativ Beweegung vum konvexe Keil, fir effektiv d'Deflektiounsverformung ze kompenséieren, déi duerch de Schieber an d'Tafelstrooss verursaacht gëtt, an d'Idealbéiwierkstéck ze kréien.

Quick Change Bottom Die
Adoptéieren 2-V Schnellwiessel Spannung fir ënnen Stierf

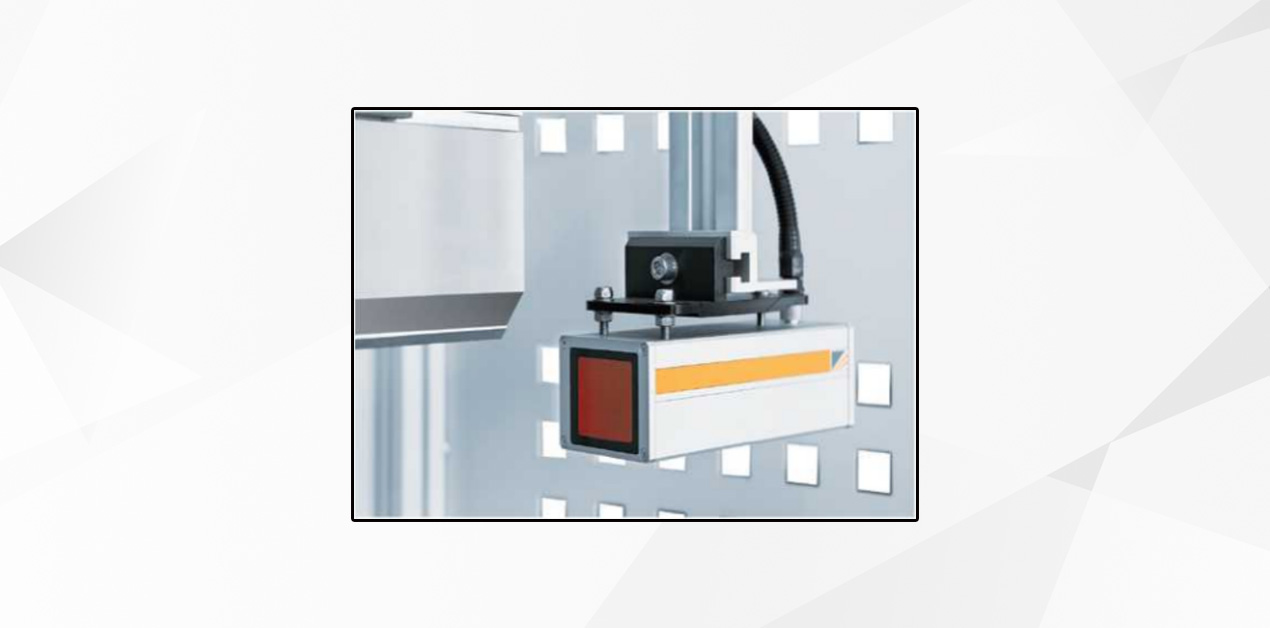
Lasersafe Sécherheet Guard
Lasersafe PSC-OHS Sécherheetsschutz, Kommunikatioun tëscht CNC Controller a Sécherheetskontrollmodul
Dual Strahl vum Schutz si Punkt ënner 4mm ënner dem Tipp vum ieweschten Tool, fir d'Fanger vum Bedreiwer ze schützen; dräi Regiounen (virun, Mëtt an real) vum Leaser kënne flexibel zougemaach ginn, suergt fir komplex Këschtbéiveraarbechtung; Mute Punkt ass 6mm, bis realiséieren efficace a sécher Produktioun.
Mechanesch Servo Béie Hëllef
Wann Mark béien Ënnerstëtzung Plack kann d'Funktioun vun dréien iwwer folgend realiséieren.folgend Wénkel a Geschwindegkeet gi berechent a kontrolléiert vum CNC Controller, réckelen laanscht linear Guide lénks a riets.
Ajustéiert d'Héicht erop an erof mat der Hand, virun an hënneschter kënnen och manuell ugepasst ginn fir ze passen fir verschidden Ënnen Ouverture
Ënnerstëtzungsplattform kann Pinsel oder Edelstahl Röhre sinn, no der Gréisst vum Werkstéck, zwee Ënnerstëtzer Verknëppungsbewegung oder getrennte Bewegung kënne gewielt ginn.
Leeschtung Fonctiounen
Slider adoptéiert Torsiounswelle Synchronmechanismus, installéiert och héichpräzis Kegelzentrallager ("K" Modell) op béide Enden vum Torsiounswell an installéiert exzentreschen Upassungsmechanismus um lénksen Enn fir d'Slider Synchron Upassung bequem an zouverlässeg ze maachen.
Adoptéiert Uewerinstrument mat Spannungskompensatiounsmechanismus, iewescht Toolport kritt spezifesch Kéiren iwwer déi ganz Längt vun der Maschinn an Oflehnung vum Aarbechtsdësch a Schieber verbessert d'Biegengenauegkeet vun den Tools beim Krunn duerch Upassung.
Wärend der Wénkel Upassung fiert de Servo-Wuerm d'Bewegung vum mechanesche Stop am Zylinder, an den Zylinderpositiounswäert gëtt vum Schlagzähler ugewisen.
Déi fix Plaz vum Aarbechtsdësch a Wallboard ass mat engem Uewer- an ënneschten Upassungsmechanismus ausgestatt, wat d'Upassung bequem an zouverlässeg mécht wann de Béiewénkel liicht anescht ass.
Déi riets Säit vun der Kolonn ass mat engem Remote Drock regulator equipéiert, déi de System Drock Upassung, bequem an zouverlässeg mécht.
Hydraulesch System
Adoptéiert fortgeschratt integréiert hydraulesch System reduzéiert d'Installatioun vu Pipelines a garantéiert en héije Grad vun Zouverlässegkeet a Sécherheet an der Operatioun vun der Maschinn.
D'Geschwindegkeet vun der Schieberbewegung ka realiséiert ginn.Rapid Ofstamung, lues Béie, séier Retour zréck Aktioun, a séier erof, lues Geschwindegkeet kann entspriechend ugepasst ginn.
Elektresch Kontroll System
Elektresch Komponent a Material treffen international Standarden, sécher, zouverlässeg a laang Liewen.
D'Maschinn adoptéiert 50HZ, 380V Dräi-Phase Véier-Drot Energieversuergung. De Motor vun der Maschinn adoptéiert Dräilhaiser 380V an d'Linnlampe adoptéiert eenzeg Phas-220V. De Kontrolltransformator adoptéiert zwee-Phas 380V. D'Ausgab vum Kontrolltransformator ass benotzt vun der Kontrollschleife, dorënner 24V fir Réckmauer Kontroll a fir elektromagnéitesch Reversatiounsventile benotzt.6V Versuergungsindikator, 24V Versuergung aner Kontrollkomponenten.
D'elektresch Këscht vun der Maschinn ass op der rietser Säit vun der Maschinn etabléiert an ass mat enger Dier Ouverture an Power-Off Apparat equipéiert. D'Operatioun Komponente vun Maschinn sinn all op der elektresch Këscht konzentréiert ausser de Fouss schalt, an d'Funktioun vun all Betribssystemer stackéiert Element gëtt duerch d'Bild Symbol uewen markéiert. Et kann automatesch d'Energieversuergung auszeschalten wann der elektresch Këscht Dier Ouverture, a wann et muss liewen gefléckt ginn, kann et manuell zréckgesat ginn de Mikro schalt Hiewel ze zéien.
Front an zréck Jauge
Front Klammer: Et gëtt op der Säit vum Aarbechtsdësch gesat a mat Schrauwen geséchert.Et kann als Ënnerstëtzung benotzt ginn wann Dir breet a laang Blieder béien.
Réck Jauge: Et adoptéiert Réck Jauge Mechanismus mat Kugelschrauwen a linear Guide gëtt vum Servomotor an engem Synchronrad Timing Rimm ugedriwwen.D'Héich-Präzisioun Positionéierung Stoppfinger kann liicht lénks a riets op der duebel linear Guide Schinn hëlze geplënnert ginn, an der workpiece ass gebéit "wéi Dir wëllt".