










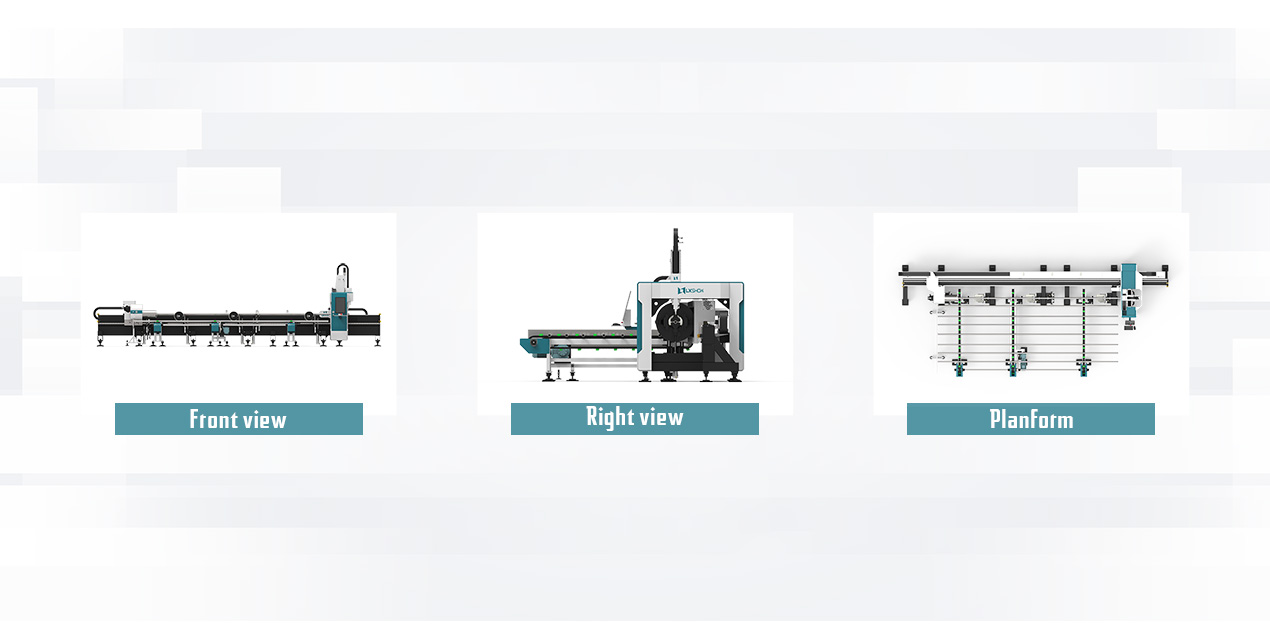
Side-hängend-Struktur-One-Stéck-Schweiß-Bett
D'Bett adoptéiert eng Säit hängend Struktur an e eent-Stéck geschweißt Bett, dat annealéiert ass fir intern Stress ze eliminéieren.No enger rauer Veraarbechtung gëtt d'Vibrationalterung virum Enn vun der Veraarbechtung gemaach, doduerch d'Steifheet an d'Stabilitéit vum Maschinninstrument staark verbessert an d'Genauegkeet vum Maschinninstrument garantéiert.Den AC Servo-Motorfuerer gëtt vum numeresche Kontrollsystem kontrolléiert, an de Chuck realiséiert d'Ziprocatiounsbewegung an der Y-Richtung nodeems de Motor dréit, séier Bewegung a Fütterbewegung ze realiséieren.Souwuel d'Y-Achs-Rack an d'linear Guideline sinn aus héichpräzis Produkter gemaach, déi effektiv d'Genauegkeet vun der Transmissioun garantéieren;d'Limitschalter op béide Enden vum Schlag kontrolléiert ginn, a gläichzäiteg ass e schwéier Limit-Apparat installéiert, wat effektiv d'Sécherheet vun der Maschinnbewegung garantéiert;d'Maschinn Tool ass equipéiert mat Den automateschen Schmiergerät füügt Schmierueleg un déi bewegt Deeler vum Bett a regelméissegen Ofstänn fir ze garantéieren datt d'bewegt Deeler an engem gudden Zoustand lafen, wat d'Liewensdauer vu Führerschinnen, Gears a Racken verbesseren kann.

Front-Füttern-Apparat
De viischte Fütterungsapparat beinhalt eng Ënnerstëtzungsplack, déi vun engem Loftzylinder kontrolléiert gëtt, deen d'Päif ënnerstëtzt wann de geschniddene Päif laang ass a verhënnert datt se klappt.
Wann d'Werkstéck geschnidde gëtt, ënnerstëtzt den opgehuewe Stützzylinder d'Ënnerstëtzungsplack fir d'Päif z'ënnerstëtzen a verhënnert datt se klappt.Wann d'Werkstéck geschnidden ass, ginn d'erhiewen Ënnerstëtzungszylinder all zréckgezunn, an d'Werkstéck fällt op d'Blankplack a rutscht op d'Späicherplaz.D'Zylinderaktioun gëtt automatesch vum System kontrolléiert.
Déi viischt Sektioun ass och a Suivi-Typ a manuell Upassungstyp opgedeelt.
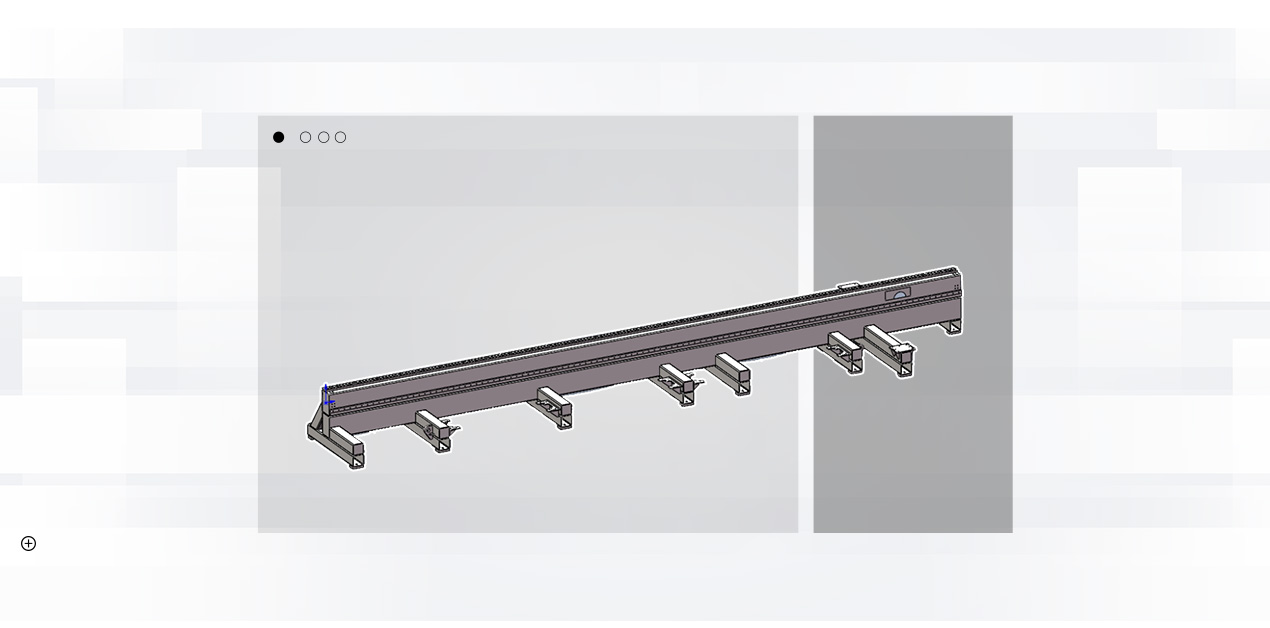
Kette-Semi-Automatesch-Füttern-Apparat
Equipéiert mat 3 Sätze vu Kettenfuddergeräter als Standard, kann et semi-automatesch Ernierung vu ronnen Päifen, Quadratleitungen, rechteckeg Päifen a Profiler realiséieren, a manuell Plazéierung ass erfuerderlech.
Ënnerstëtzung-Mechanismen
Et ginn 3 Sets vun Ënnerstëtzungsmechanismen um Bett installéiert, an et ginn zwou Zorte verfügbar:
1. De Suivi-Ënnerstëtzung gëtt vun engem onofhängege Servo-Motor kontrolléiert fir op an erof ze bewegen, haaptsächlech fir Suivi-Ënnerstëtzung fir exzessiv Verformung vu laang geschniddene Päifen (Päifen mat klengen Duerchmiesser) auszeféieren.Wann den hënneschte Chuck an déi entspriechend Positioun bewegt, kann d'Hëllefstützung erofgesat ginn fir ze vermeiden.
2. D'Variabel-Duerchmiesser Rad Ënnerstëtzung opgehuewe an erofgoen vun der Zylinder, an et kann manuell op verschiddene Skala Positiounen ugepasst ginn fir Päifen vun verschidden Gréissten ze ënnerstëtzen.

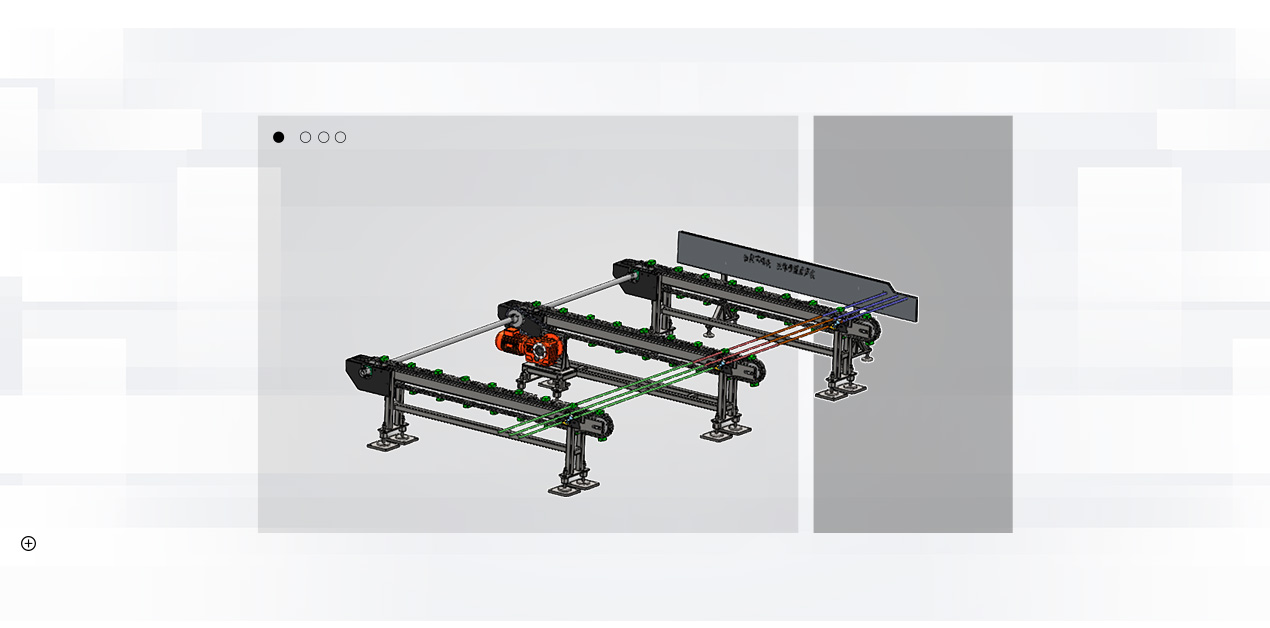
Chuck-Part
De Chuck ass a virun an hënneschter zwee pneumatesch Vollschlag Chucks opgedeelt, déi allebéid an d'Y Richtung réckelen kënnen.Den hënneschte Chuck ass verantwortlech fir d'Spannung an d'Füttern vun der Päif, an de viischte Chuck ass um Enn vum Bett fir Spannmaterialien installéiert.Déi viischt an hënnescht Chucks ginn respektiv vu Servomotoren ugedriwwen fir synchron Rotatioun z'erreechen.
Ënnert der gemeinsamer Spannung vun duebelen Chucks kann kuerz Schwanzschnëtt realiséiert ginn, an de kuerze Schwanz vum Mound kann 20-40mm erreechen, wärend de kuerze Schwanzschneid vu méi laangen Schwanz ënnerstëtzt.
D'TN Serie Päif Schneidemaschinn adoptéiert d'Method vun der Chuckbewegung an der Vermeidung, déi d'Schnëtt mat zwee Chucks déi ganzen Zäit realiséieren kann an d'Päif net ze laang an onbestänneg ass, an d'Präzisioun ass net genuch.
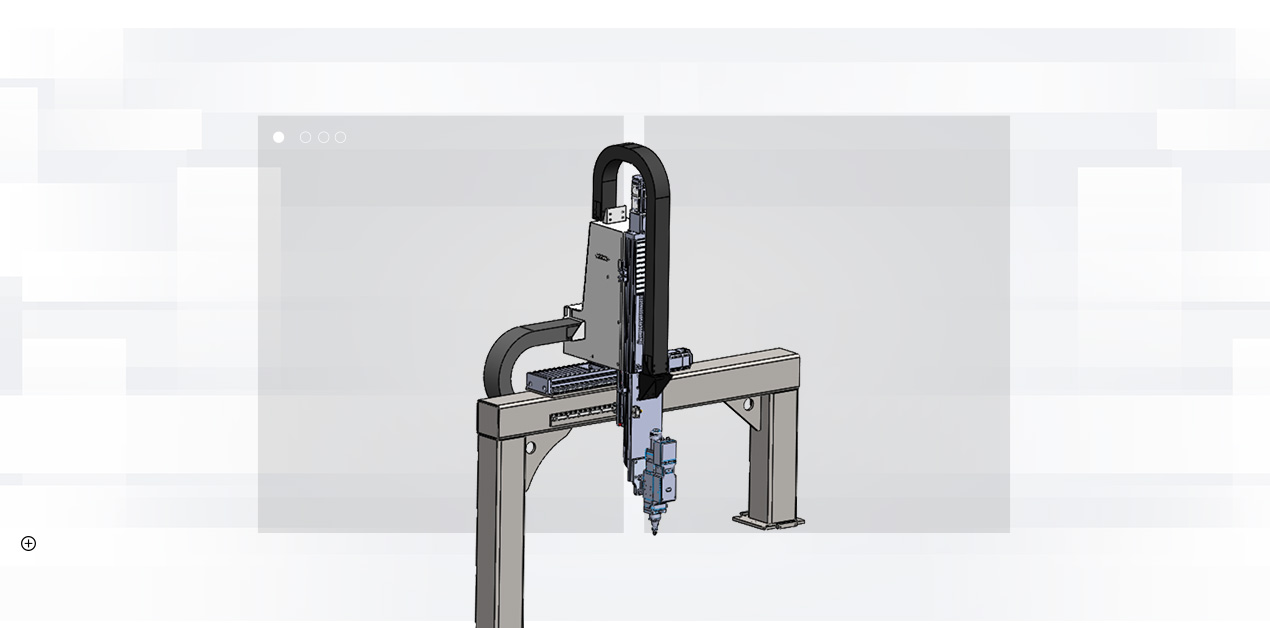
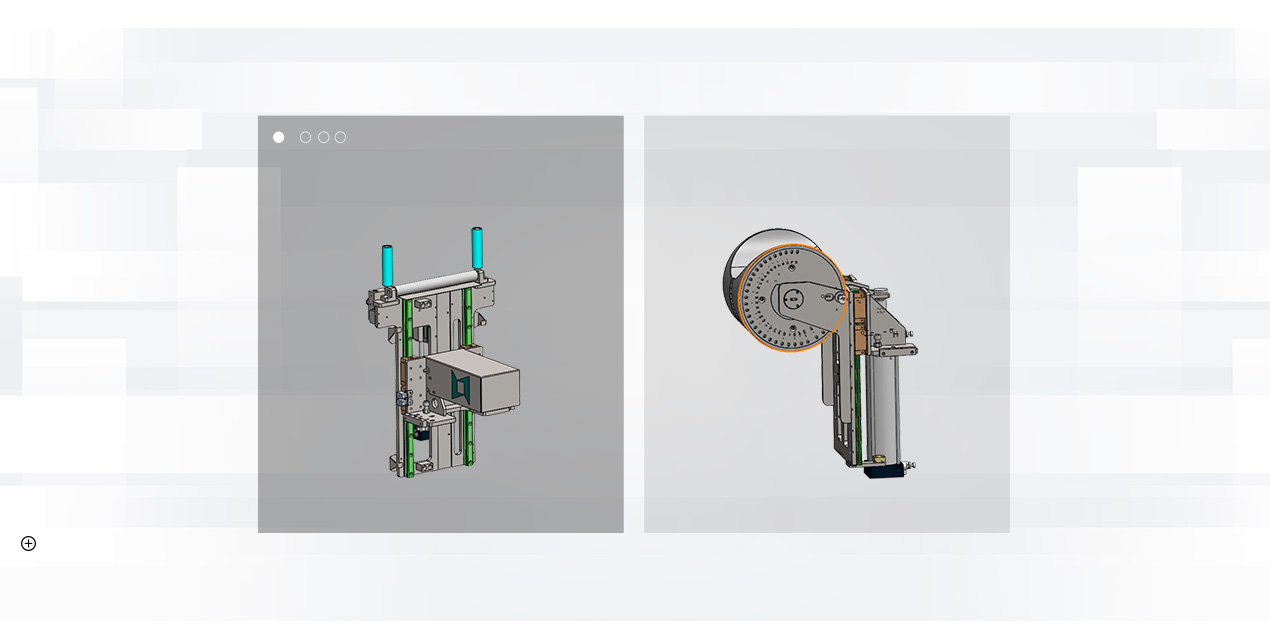
Achs-Apparat
De Crossbeam vum X-Achs-Apparat adoptéiert eng Gantry-Struktur, déi duerch eng Kombinatioun vu Quadratröhre a Stahlplack verschweest gëtt. a Pinion fir d'Widderhuelungsbewegung vun der Rutschplack an der X Richtung ze realiséieren.Am Prozess vun der Bewegung kontrolléiert de Limitschalter de Schlag fir d'Positioun ze limitéieren fir d'Sécherheet vun der Systemoperatioun ze garantéieren.
Zur selwechter Zäit huet d'X / Z Achs eegent Organdeckel fir d'intern Struktur ze schützen a bessere Schutz a Staubentfernungseffekter z'erreechen.
D'Z-Achs Apparat realiséiert haaptsächlech d'up an erof Bewegung vun der Laser Kapp.
D'Z-Achs kann als CNC-Achs benotzt ginn fir seng eege Interpolatiounsbewegung auszeféieren, a gläichzäiteg kann se mat den X- an Y-Achsen verbonne sinn, a kann och op d'Suivi-Kontroll ëmgeschalt ginn fir d'Bedierfnesser vun ze treffen. verschidde Situatiounen.
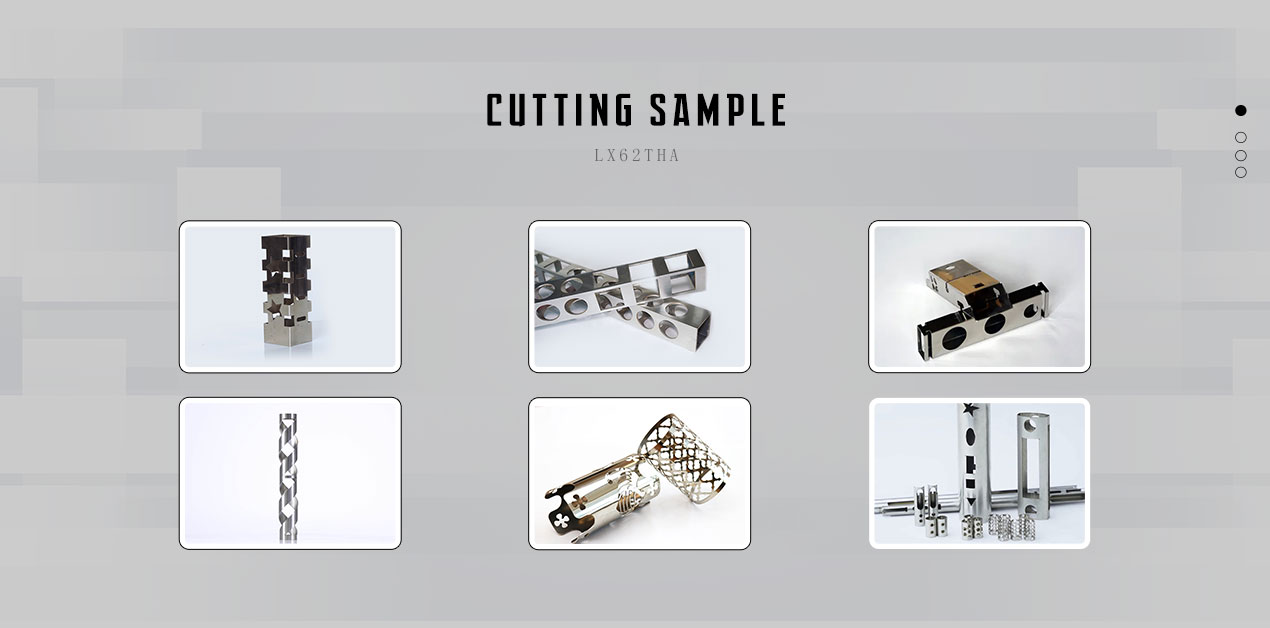
Applikatioun Material:
Fiber Laser Metal Cutting Machine ass gëeegent fir Metal opzedeelen wéi Edelstahl Tube, Mild Steel Tube, Carbon Steel Tube, Alloy Steel Tube, Spring Stahl Tube, Iron Pipe, Galvanized Steel Tube, Aluminium Pipe, Kupfer Tube, Messing Tube, Bronze Pipe, Titan Pipe, Metal Tube, Metal Pipe, etc.
Applikatioun Industrien:
Fiber Laser Schneidmaschinne gi wäit an der Fabrikatioun benotzt Billboard, Reklamm, Schëlder, Schëlder, Metallbréiwer, LED Bréiwer, Kichenwaren, Reklammbréiwer, Tube Metal Veraarbechtung, Metallkomponenten an Deeler, Eisenware, Chassis, Racks & Cabinets Veraarbechtung, Metal Handwierker, Metal Art Ware, Lift Panel Ausschneiden, Hardware, Autosdeeler, Brëller Frame, Elektronesch Deeler, Nummplacken, asw.