










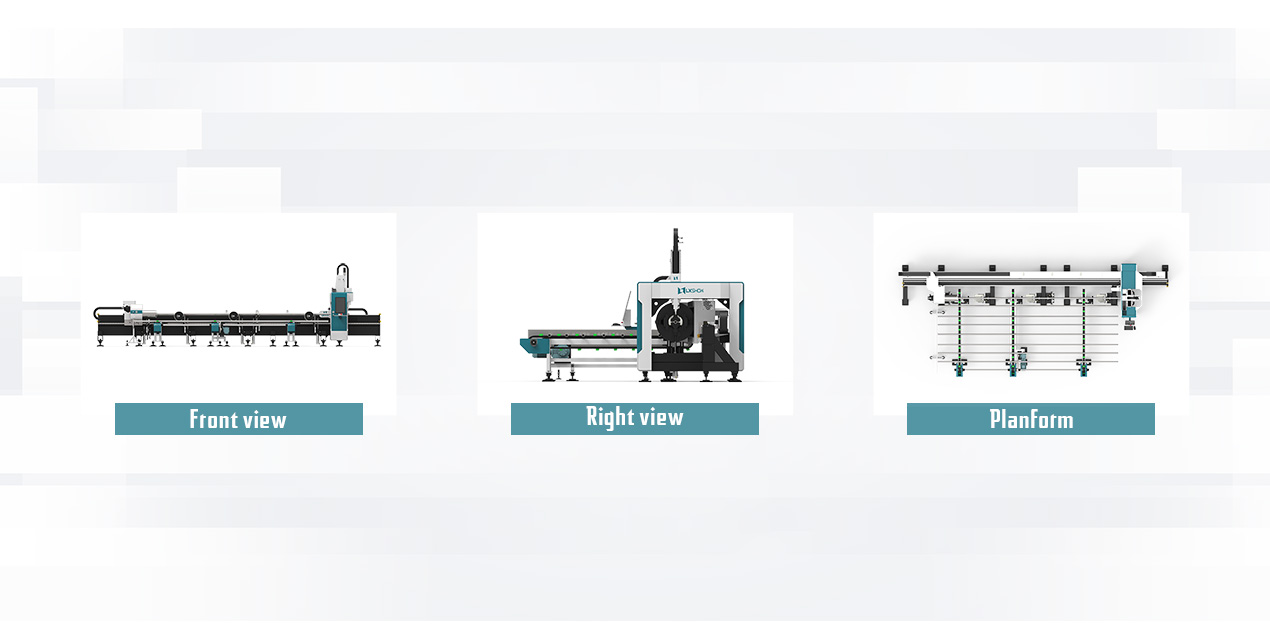
Structură-atârnată-laterală-Pat-sudat dintr-o singură bucată
Patul adoptă o structură laterală și un pat sudat dintr-o singură bucată, care este recoaptă pentru a elimina stresul intern.După prelucrarea brută, îmbătrânirea prin vibrații este efectuată înainte de finisarea prelucrarii, îmbunătățind astfel foarte mult rigiditatea și stabilitatea mașinii-unelte și asigurând precizia mașinii-unelte.Servomotorul AC este controlat de sistemul de control numeric, iar mandrina realizează o mișcare alternativă în direcția Y după ce motorul acționează, realizând o mișcare rapidă și o mișcare de alimentare.Atât suportul pentru axa Y, cât și șina de ghidare liniară sunt fabricate din produse de înaltă precizie, care garantează eficient acuratețea transmisiei;întrerupătoarele de limită de la ambele capete ale cursei sunt controlate și este instalat în același timp un dispozitiv de limită dur, care asigură în mod eficient siguranța mișcării mașinii-unelte;mașina unealtă este echipată cu Dispozitivul de lubrifiere automată adaugă ulei lubrifiant la părțile mobile ale patului la intervale regulate pentru a se asigura că părțile în mișcare funcționează în bune condiții, ceea ce poate îmbunătăți durata de viață a șinelor de ghidare, angrenajelor și cremalierelor.

Dispozitiv de alimentare frontală
Dispozitivul de alimentare frontală include o placă de susținere controlată de un cilindru de aer, care susține conducta atunci când conducta tăiată este lungă și previne căderea acesteia.
Când piesa de prelucrat este tăiată, cilindrul de susținere înălțat susține placa de susținere pentru a susține țeava și previne căderea acesteia.Când piesa de prelucrat este tăiată, cilindrii de sprijin înălțați sunt toți retractați, iar piesa de prelucrat cade pe placa de golire și alunecă spre locul de depozitare.Acțiunea cilindrului este controlată automat de sistem.
Secțiunea frontală este, de asemenea, împărțită în tip de urmărire și tip de reglare manuală.
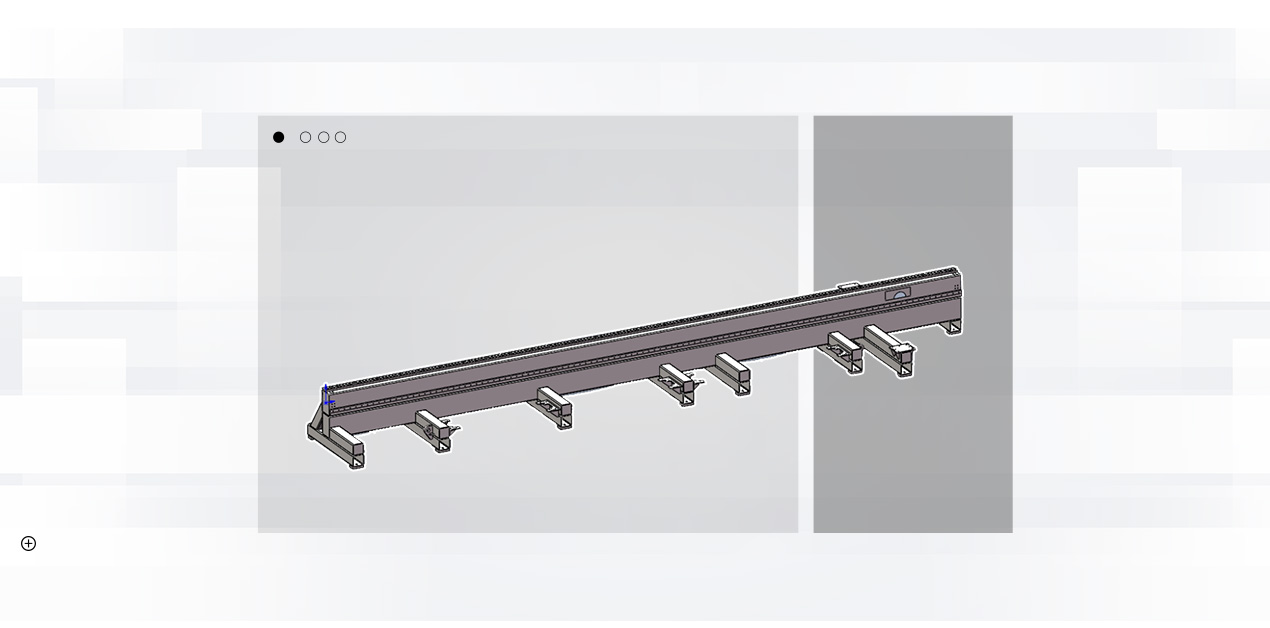
Dispozitiv-de-alimentare-semi-automat cu lanț
Echipat standard cu 3 seturi de dispozitive de alimentare cu lanț, poate realiza alimentarea semi-automată a țevilor rotunde, țevilor pătrate, țevilor și profilelor dreptunghiulare, fiind necesară plasarea manuală.
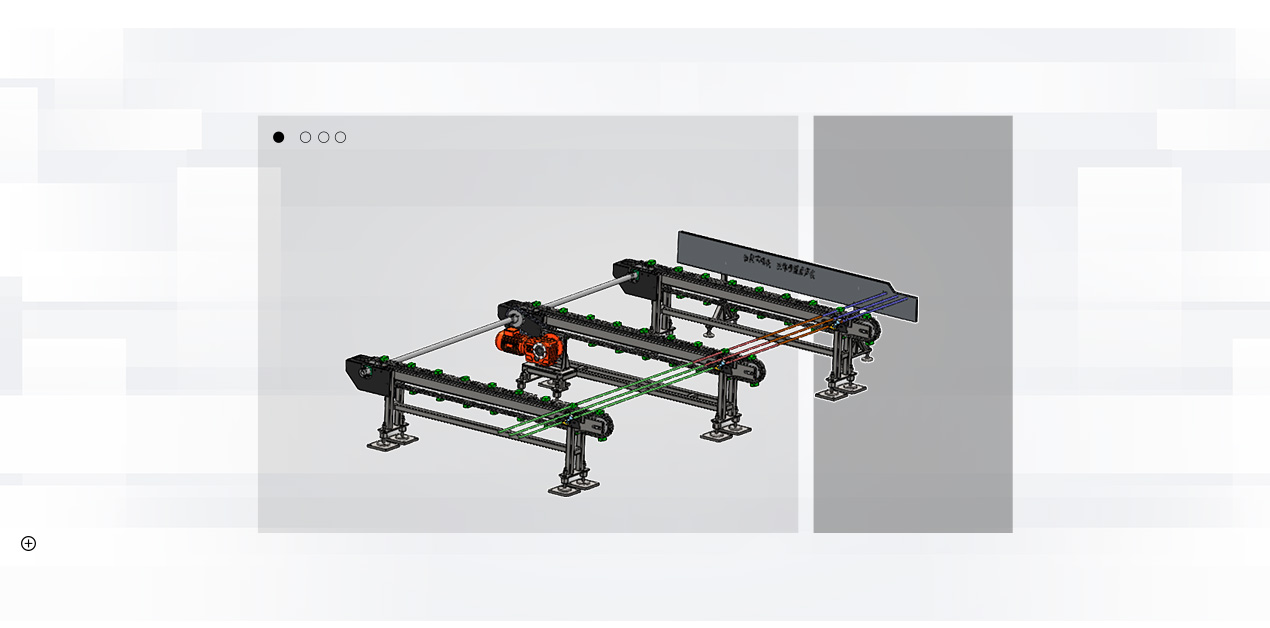
Suport-Mecanisme
Există 3 seturi de mecanisme de susținere instalate pe pat și sunt disponibile două tipuri:
1. Suportul de urmărire este controlat de un servomotor independent pentru a se deplasa în sus și în jos, în principal pentru a efectua suport de urmărire pentru deformarea excesivă a țevilor tăiate lung (țevi cu diametre mici).Când mandrina din spate se deplasează în poziția corespunzătoare, suportul auxiliar poate fi coborât pentru evitare.
2. Suportul roții cu diametru variabil este ridicat și coborât de cilindru și poate fi reglat manual la diferite poziții ale scalei pentru a susține țevi de diferite dimensiuni.

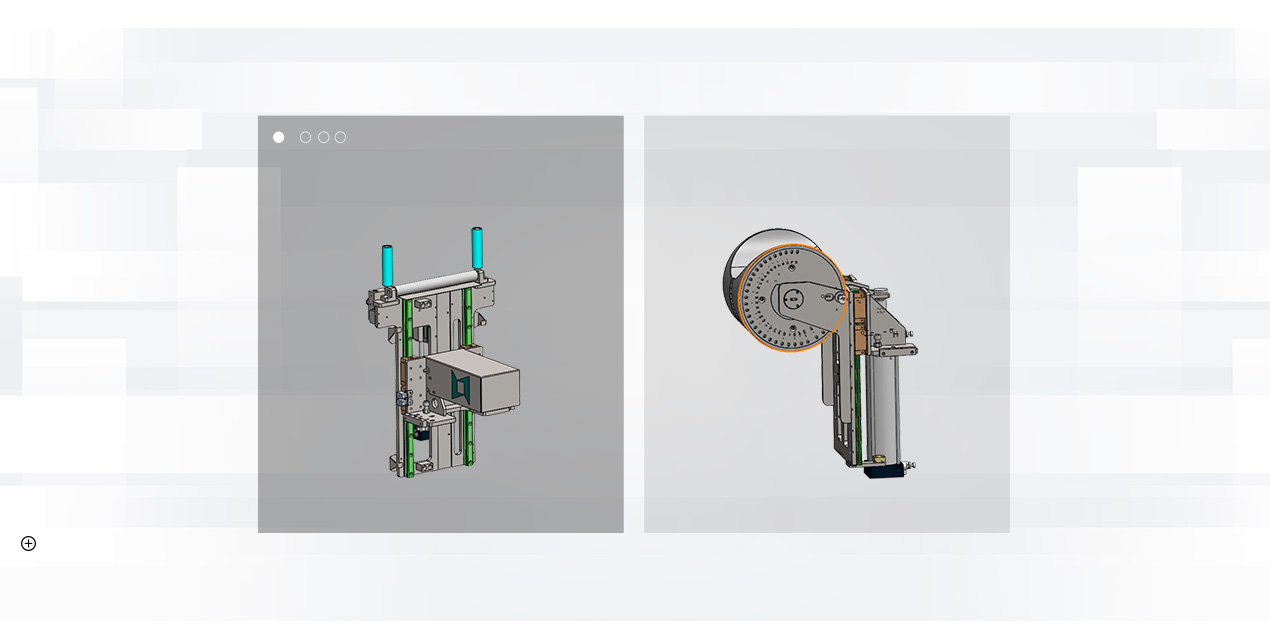
Chuck-Parte
Mandrina este împărțită în față și spate două mandrine pneumatice cu cursă completă, ambele se pot deplasa în direcția Y.Mandrina din spate este responsabilă de prinderea și alimentarea țevii, iar mandrina din față este instalată la capătul patului pentru prinderea materialelor.Mandrinele din față și respectiv din spate sunt antrenate de servomotoare pentru a obține o rotație sincronă.
Sub strângerea comună a mandrinelor duble, se poate realiza tăierea cozii scurte, iar coada scurtă a gurii poate ajunge la 20-40 mm, susținând în același timp tăierea cozii scurte a cozii mai lungi.
Mașina de tăiat țevi din seria TN adoptă metoda de mișcare și evitare a mandrinei, care poate realiza tăierea cu două mandrine tot timpul și nu va face ca țeava să fie prea lungă și instabilă, iar precizia nu este suficientă.
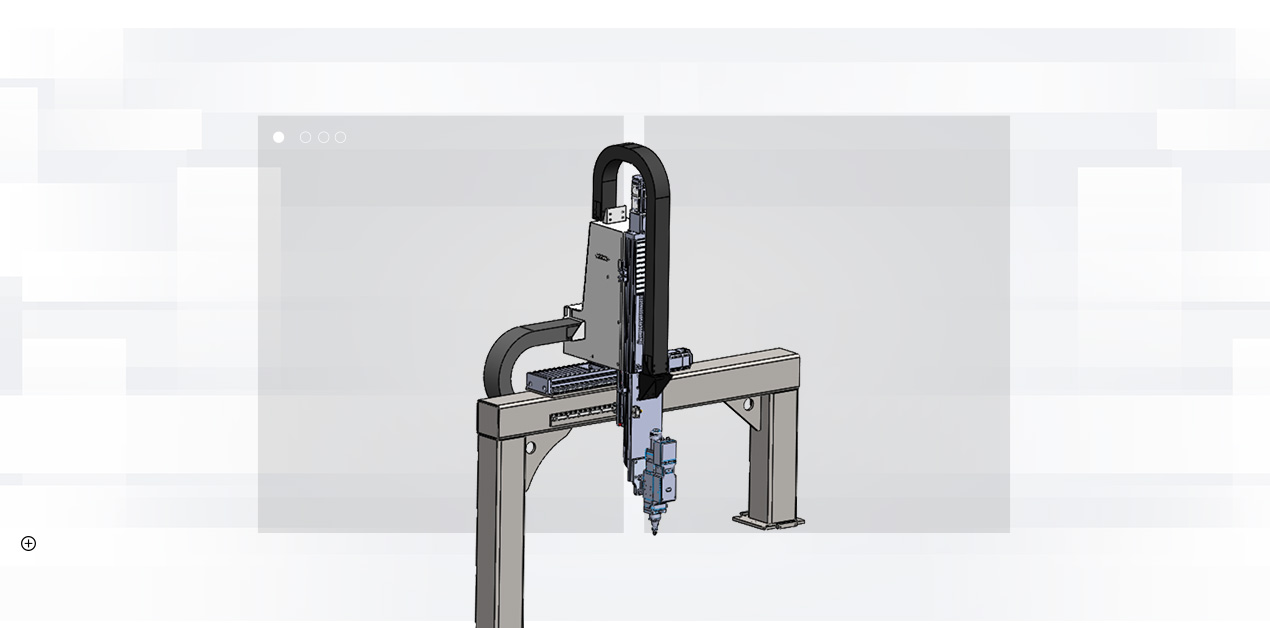
Axa-Dispozitiv
Traversa dispozitivului cu axa X adoptă o structură portal, care este sudată printr-o combinație de tub pătrat și placă de oțel. Componenta portalului este fixată pe pat, iar axa X este condusă de un servomotor pentru a conduce rack-ul. și pinion pentru a realiza mișcarea alternativă a plăcii de alunecare în direcția X.În procesul de mișcare, întrerupătorul de limită controlează cursa pentru a limita poziția pentru a asigura siguranța funcționării sistemului.
În același timp, axa X/Z are propriul său capac de organ pentru a proteja structura internă și pentru a obține efecte de protecție și de îndepărtare a prafului mai bune.
Dispozitivul cu axa Z realizează în principal mișcarea în sus și în jos a capului laser.
Axa Z poate fi folosită ca axă CNC pentru a-și efectua propria mișcare de interpolare și, în același timp, poate fi conectată cu axele X și Y și poate fi, de asemenea, comutată la controlul de urmărire pentru a satisface nevoile situatii diferite.
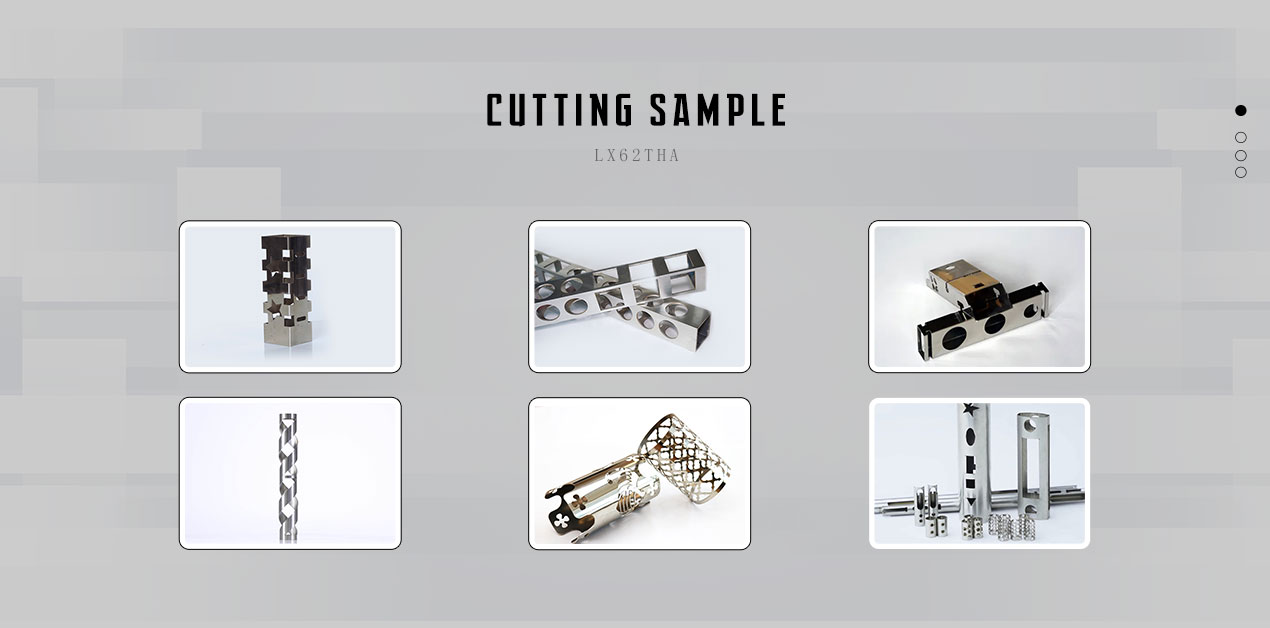
Materiale de aplicare:
Mașina de tăiat metal cu laser cu fibră este potrivită pentru tăierea metalelor, cum ar fi tubul de oțel inoxidabil, tubul de oțel moale, tubul de oțel carbon, tubul de oțel aliat, tubul de oțel cu arc, teava de fier, tubul de oțel galvanizat, teava de aluminiu, tubul de cupru, tubul de alamă, teava de bronz, Țeavă de titan, țeavă metalică, țeavă metalică etc.
Industrii de aplicare:
Mașinile de tăiat cu laser cu fibre sunt utilizate pe scară largă în producția de panouri publicitare, publicitate, semne, semnalizare, litere metalice, litere LED, articole de bucătărie, scrisori publicitare, prelucrare a metalelor tubulare, componente și piese metalice, feronerie, șasiu, prelucrare rafturi și dulapuri, meșteșuguri din metal, obiecte de artă metalice, tăiere panouri de lift, feronerie, piese auto, rame de ochelari, piese electronice, plăcuțe de identificare etc.