






CNC upogibni stroj izdelek tehnični pribor
Standardna konfiguracija CNC upogibnega stroja
Lastnosti
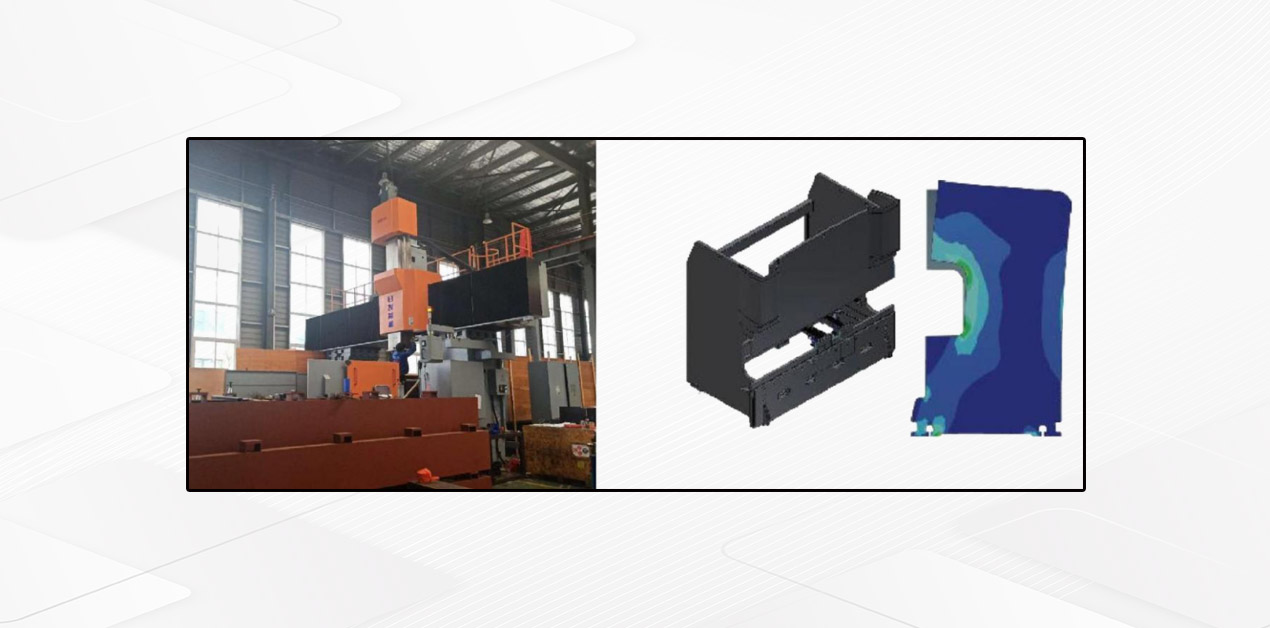
•Popolna jekleno varjena konstrukcija z zadostno trdnostjo in togostjo;
• Hidravlična struktura navzdol, zanesljiva in gladka;
•Mehanska zaustavitvena enota, sinhroni navor in visoka natančnost;
• Hrbtni mehanizem uporablja hrbtni mehanizem vijaka tipa T z gladko palico, ki ga poganja motor;
• Zgornje orodje z mehanizmom za izravnavo napetosti, da se zagotovi visoka natančnost upogibanja;
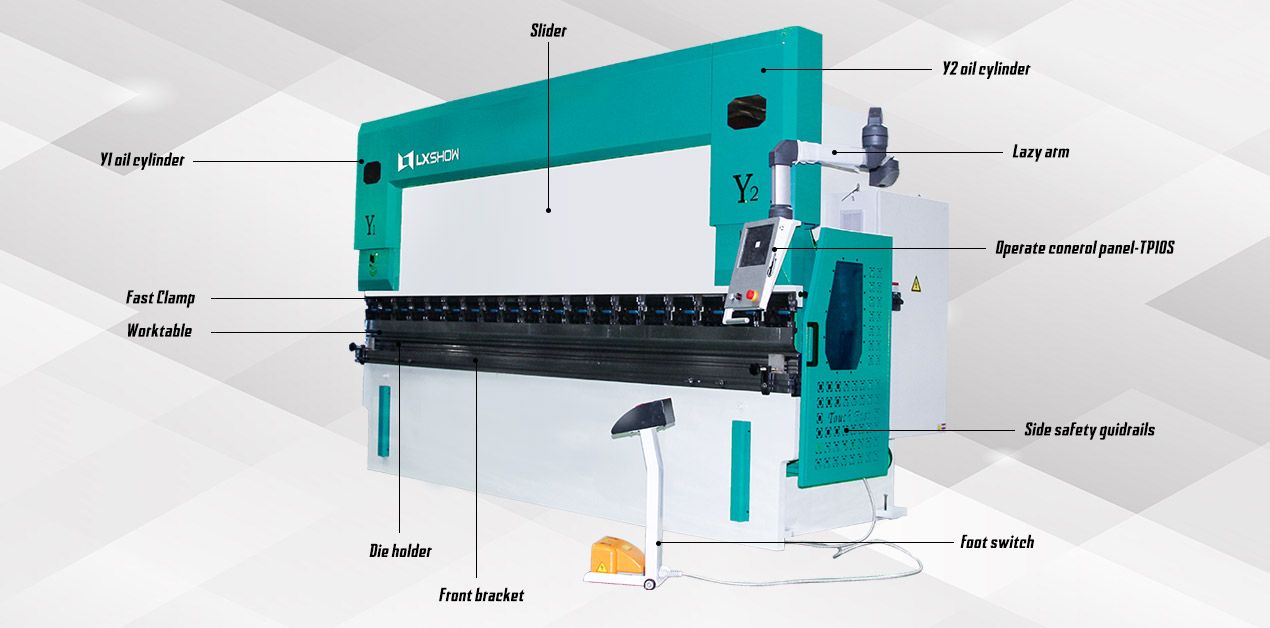
•TP10S NC sistem;
CNC sistem
• TP10s zaslon na dotik
• Podpora za programiranje kota in preklop programiranja globine
• Podporne nastavitve kalupa in knjižnice izdelkov
• Vsaka stopnica lahko prosto nastavi višino odprtine
• Položaj prestavne točke je mogoče prosto nadzorovati
• lahko realizira večosno širitev Y1、 Y2、 R
• Podpora za nadzor mehanske kronske delovne mize
• podpira program za samodejno generiranje velikega krožnega loka
• Podpira zgornjo mrtvo točko, spodnjo mrtvo točko, ohlapno nogo, zakasnitev in druge možnosti spreminjanja korakov, kar učinkovito izboljša učinkovitost obdelave
• Podporni elektromagnetni preprosti most
• Podpira popolnoma samodejno funkcijo pnevmatskega paletnega mostu
• Podpira samodejno upogibanje, realizira nadzor upogibanja brez osebja in podpira do 25 korakov samodejnega upogibanja
• Podpora časovnemu nadzoru funkcije konfiguracije skupine ventilov, hitro navzdol, upočasnitev, vračanje, razkladanje in delovanje ventila
• ima 40 knjižnic izdelkov, vsaka knjižnica izdelkov ima 25 korakov, velik krožni lok podpira 99 korakov

Hitra objemka zgornjega orodja
Zgornja vpenjalna naprava je hitra vpenjalna naprava

Multi-V Bottom Die Clamping (možnost)
Multi-V spodnja matrica z različnimi odprtinami

Backgauge
Vodilo s krogličnim vijakom/vložkom je visoko natančno

Sprednja podpora
Platforma iz aluminijeve zlitine, privlačen videz,
In zmanjšajte praske obdelovanca.

Izbirni deli CNC krivilnega stroja
Kronsko nadomestilo za delovno mizo
Konveksni klin je sestavljen iz niza konveksnih poševnih klinov s poševno površino.Vsak štrleči klin je zasnovan z analizo končnih elementov glede na krivuljo upogiba drsnika in delovne mize.
Sistem CNC krmilnika izračuna potrebno količino kompenzacije na podlagi sile obremenitve.Ta sila povzroči upogib in deformacijo navpičnih plošč drsnika in mize.In samodejno nadzira relativno gibanje konveksnega klina, tako da učinkovito kompenzira deformacijo upogiba, ki jo povzročata drsnik in mizni dvižni del, ter pridobi idealen upogibni obdelovanec.

Quick Change Bottomm Die
Uporabite 2-v hitro menjalno vpenjanje za spodnjo matrico

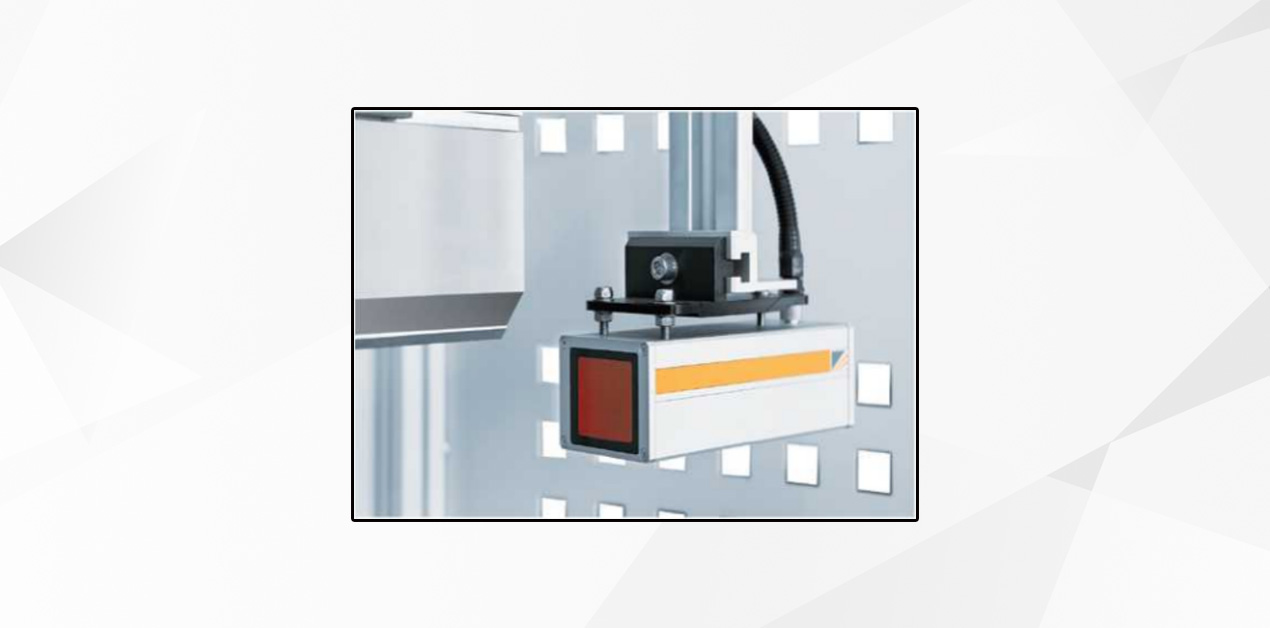
Lasersko varno varovalo
Varnostno varovalo Lasersafe PSC-OHS, komunikacija med CNC krmilnikom in varnostnim nadzornim modulom
Dvojni žarek pred zaščito je točka pod 4 mm pod konico zgornjega orodja, za zaščito operaterjevih prstov; tri področja (spredaj, sredina in dejanska) leaserja je mogoče prilagodljivo zapreti, kar zagotavlja zapleteno obdelavo upogibanja škatle; točka izklopa je 6 mm, do uresničiti učinkovito in varno proizvodnjo.
Pomoč za mehansko servo krivljenje
Ko lahko podporna plošča za upogibanje oznak uresniči funkcijo obračanja. Kot in hitrost sledenja izračunata in nadzirata krmilnik CNC, premikanje vzdolž linearnega vodila levo in desno.
Višino nastavite navzgor in navzdol ročno, sprednji in zadnji del pa lahko prilagodite tudi ročno, da ustrezata različnim odprtinam spodnje matrice
Podporna ploščad je lahko krtača ali cev iz nerjavečega jekla, glede na velikost obdelovanca, lahko izberete gibanje dveh podpornih povezav ali ločeno gibanje.
Funkcije delovanja
Drsnik uporablja sinhroni mehanizem torzijske gredi, namestite tudi visoko natančne stožčaste centrirne ležaje (»K« model) na obeh koncih torzijske gredi in namestite ekscentrični mehanizem za nastavitev na levi konec, da bo sinhrona nastavitev drsnika priročna in zanesljiva.
Sprejema zgornje orodje z mehanizmom za izravnavo napetosti, zgornja odprtina za orodje pridobi posebne krivulje po celotni dolžini stroja, upogibanje delovne mize in drsnika pa izboljša natančnost upogibanja orodij pri kronanju s pomočjo nastavitve.
Med prilagajanjem kota servo polž poganja gibanje mehanskega omejevalnika v cilindru, vrednost položaja cilindra pa prikaže števec gibov.
Fiksno mesto delovne mize in stenske plošče je opremljeno z zgornjim in spodnjim mehanizmom za nastavitev, zaradi česar je nastavitev priročna in zanesljiva, ko je kot upogiba nekoliko drugačen.
Desna stran stebra je opremljena z daljinskim regulatorjem tlaka, zaradi česar je nastavitev tlaka v sistemu priročna in zanesljiva.
Hidravlični sistem
Sprejema napreden integriran hidravlični sistem, ki zmanjšuje namestitev cevovodov in zagotavlja visoko stopnjo zanesljivosti in varnosti pri delovanju stroja.
Hitrost gibanja drsnika je mogoče uresničiti.Hitro spuščanje, počasno upogibanje, hitro vračanje nazaj in hitro navzdol, upočasnjeno hitrost je mogoče ustrezno prilagoditi.
Električni nadzorni sistem
Električne komponente in materiali ustrezajo mednarodnim standardom, varni, zanesljivi in imajo dolgo življenjsko dobo.
Stroj sprejme 50HZ, 380V trifazno štirižično napajanje. Motor stroja sprejme trifazno 380V in linijska svetilka sprejme enofazno-220V. Krmilni transformator sprejme dvofazno 380V. Izhod krmilnega transformatorja je uporablja krmilna zanka, med katerimi se 24 V uporablja za krmiljenje zadnjega merilnika in za elektromagnetne povratne ventile.6V indikator napajanja, 24V napajanje drugih krmilnih komponent.
Električna omarica stroja se nahaja na desni strani stroja in je opremljena z napravo za odpiranje vrat in izklopom. Vsi delovni deli stroja so osredotočeni na električno omarico, razen nožnega stikala, in funkcija vsakega delujoči zloženi element je označen s simbolom slike nad njim. Lahko samodejno prekine napajanje, ko odpre vrata električne omarice, in če ga je treba popraviti v živo, ga je mogoče ročno ponastaviti, da izvlečete ročico mikro stikala.
Sprednji in zadnji merilnik
Sprednji nosilec: nameščen je ob strani delovne mize in pritrjen z vijaki.Lahko se uporablja kot podpora pri upogibanju širokih in dolgih listov.
Zadnji merilnik: uporablja mehanizem zadnjega merilnika s krogličnim vijakom in linearnim vodilom, ki ga poganjata servo motor in jermen za sinhrono kolo.Visoko natančen pozicionirni omejevalni prst je mogoče enostavno premikati levo in desno po dvojnem linearnem nosilcu vodila in obdelovanec je upognjen "kot želite".