













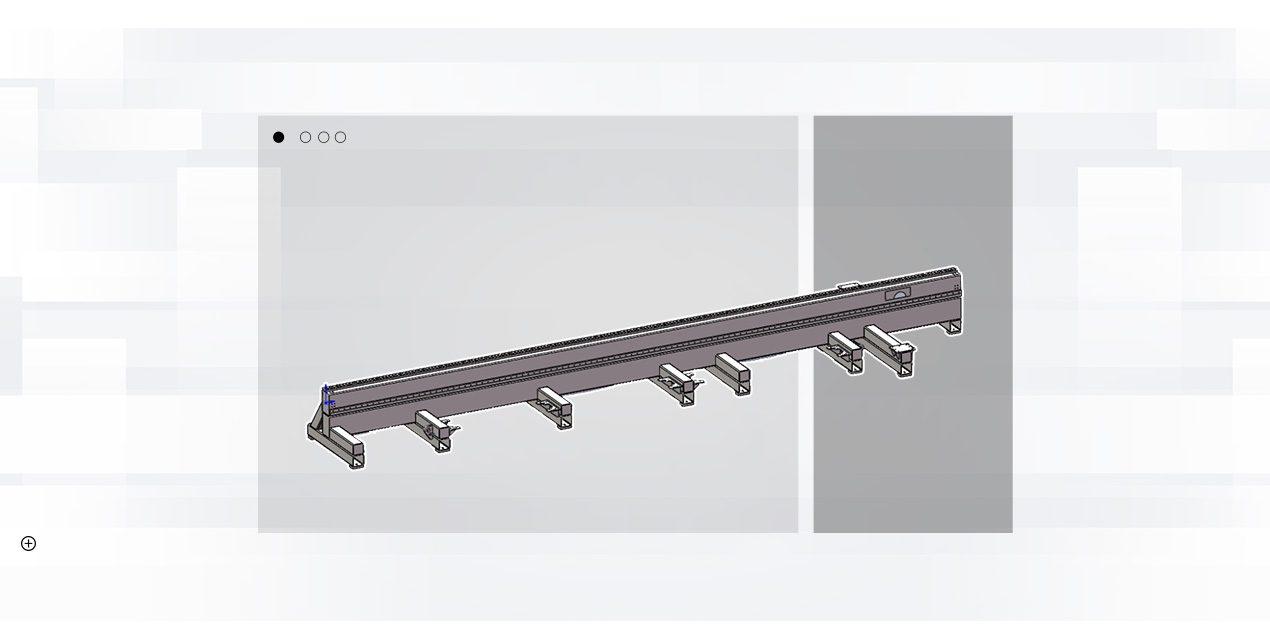
Ложак мае падвесную канструкцыю і суцэльную зварную ложак, якая адпаленая для ліквідацыі ўнутранага напружання.Пасля чарнавой апрацоўкі вібрацыйнае старэнне выконваецца перад фінішнай апрацоўкай, тым самым значна паляпшаючы цвёрдасць і стабільнасць станка і забяспечваючы яго дакладнасць.Прывад серварухавіка пераменнага току кіруецца сістэмай лікавага кіравання, і патрон ажыццяўляе зваротна-паступальны рух у напрамку Y пасля прывадаў рухавіка, рэалізуючы хуткі рух і рух падачы.І стойка па восі Y, і лінейная накіроўвалая шына зроблены з высокадакладных прадуктаў, якія эфектыўна гарантуюць дакладнасць перадачы;кантралююцца канчатковыя выключальнікі на абодвух канцах ходу, і адначасова ўстаноўлена жорсткае абмежавальнае прылада, якое эфектыўна забяспечвае бяспеку руху станка;станок абсталяваны Аўтаматычная змазка дадае змазачны алей у рухомыя часткі станіны праз рэгулярныя прамежкі часу, каб пераканацца, што рухомыя часткі працуюць у добрым стане, што можа павялічыць тэрмін службы накіроўвалых, шасцярняў і рэек.
Пярэдняя падаючая прылада ўключае ў сябе апорную пласціну, кіраваную паветраным цыліндрам, якая падтрымлівае трубу, калі адрэзаная труба доўгая, і прадухіляе яе правісанне.
Калі нарыхтоўка разразаецца, падняты апорны цыліндр падтрымлівае апорную пласціну для падтрымкі трубы і прадухіляе яе правісанне.Калі нарыхтоўка разразаецца, усе паднятыя апорныя цыліндры ўцягваюцца, і нарыхтоўка падае на заглушку і слізгае да месца захоўвання.Дзеянне цыліндру аўтаматычна кантралюецца сістэмай.
Пярэдняя секцыя таксама дзеліцца на наступны тып і тып ручной рэгулявання.

На ложку ўстаноўлена 3 камплекты апорных механізмаў, даступных двух тыпаў:
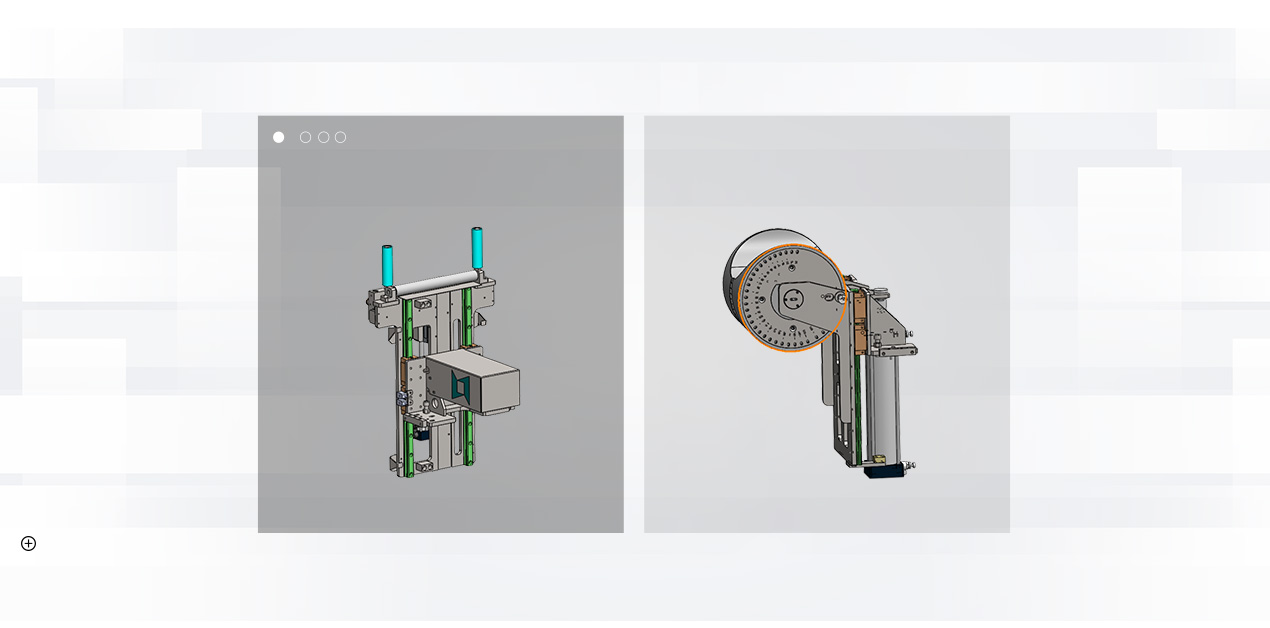
1. Наступная апора кіруецца незалежным серварухавіком для перамяшчэння ўверх і ўніз, у асноўным для выканання наступнай падтрымкі пры празмернай дэфармацыі доўгіх нарэзаных труб (трубаў малога дыяметра).Калі задні патрон рухаецца ў адпаведнае становішча, дапаможную апору можна апусціць, каб пазбегнуць.
2. Колавая апора з пераменным дыяметрам падымаецца і апускаецца з дапамогай цыліндру, і яе можна ўручную наладзіць на розныя пазіцыі шкалы для падтрымкі труб розных памераў.
Патрон падзелены на пярэдні і задні два пнеўматычныя патроны з поўным ходам, абодва з якіх могуць рухацца ў напрамку Y.Задні патрон адказвае за заціск і падачу трубы, а пярэдні патрон усталяваны ў канцы станіны для заціску матэрыялаў.Пярэдні і задні патроны адпаведна прыводзяцца ў рух серварухавікамі для дасягнення сінхроннага кручэння.
Пры сумесным заціску падвойных патронаў можа быць рэалізавана кароткая рэзка хваста, а кароткі хвост рота можа дасягаць 20-40 мм, падтрымліваючы кароткі хвост рэзкі больш доўгага хваста.
Машына для рэзкі труб серыі TN выкарыстоўвае метад руху патрона і пазбягання, які можа рэалізаваць рэзку двума патронамі ўвесь час, і не прывядзе да таго, што труба будзе занадта доўгай і няўстойлівай, а дакладнасць не будзе дастатковай.

Папярочная бэлька прылады па восі Х мае партальную канструкцыю, якая зварана з камбінацыі квадратнай трубы і сталёвай пласціны. Кампанент партала замацаваны на станіне, а вось Х прыводзіцца ў рух серварухавіком для прывада стойкі і шасцярня для рэалізацыі зваротна-паступальнага руху слізгальнай пласціны ў напрамку X.У працэсе руху канцавы выключальнік кантралюе ход, каб абмежаваць становішча для забеспячэння бяспекі працы сістэмы.
У той жа час вось X/Z мае ўласную крышку органа для абароны ўнутранай структуры і дасягнення лепшай абароны і эфекту выдалення пылу.
Прылада па восі Z у асноўным рэалізуе рух лазернай галоўкі ўверх і ўніз.
Вось Z можна выкарыстоўваць як вось ЧПУ для выканання ўласнага інтэрпаляцыйнага руху, і ў той жа час яе можна звязаць з восямі X і Y, а таксама можна пераключыць на наступнае кіраванне для задавальнення патрэб розныя сітуацыі.
Валакно лазерная рэзка металу падыходзіць для рэзкі металаў, такіх як трубы з нержавеючай сталі, трубы з мяккай сталі, трубы з вугляродзістай сталі, трубы з легаванай сталі, трубы з спружыннай сталі, жалезныя трубы, ацынкаваныя сталёвыя трубы, алюмініевыя трубы, медныя трубы, латуневыя трубы, бронзавыя трубы, Тытанавая труба, металічная труба, металічная труба і г.д.
Станкі для валаконнай лазернай рэзкі шырока выкарыстоўваюцца ў вытворчасці рэкламных шчытоў, рэкламы, шыльдаў, шыльдаў, металічных літар, святлодыёдных літар, кухоннага посуду, рэкламных літар, металаапрацоўкі труб, металічных кампанентаў і дэталяў, металічных вырабаў, апрацоўкі шасі, стэлажоў і шаф, вырабаў з металу, мастацкія вырабы з металу, рэзка панэлі ліфта, абсталяванне, аўтазапчасткі, аправа для акуляраў, электронныя дэталі, таблічкі і г.д.
