








Асноўныя кампаненты машыны для лазернай ашалёўкі
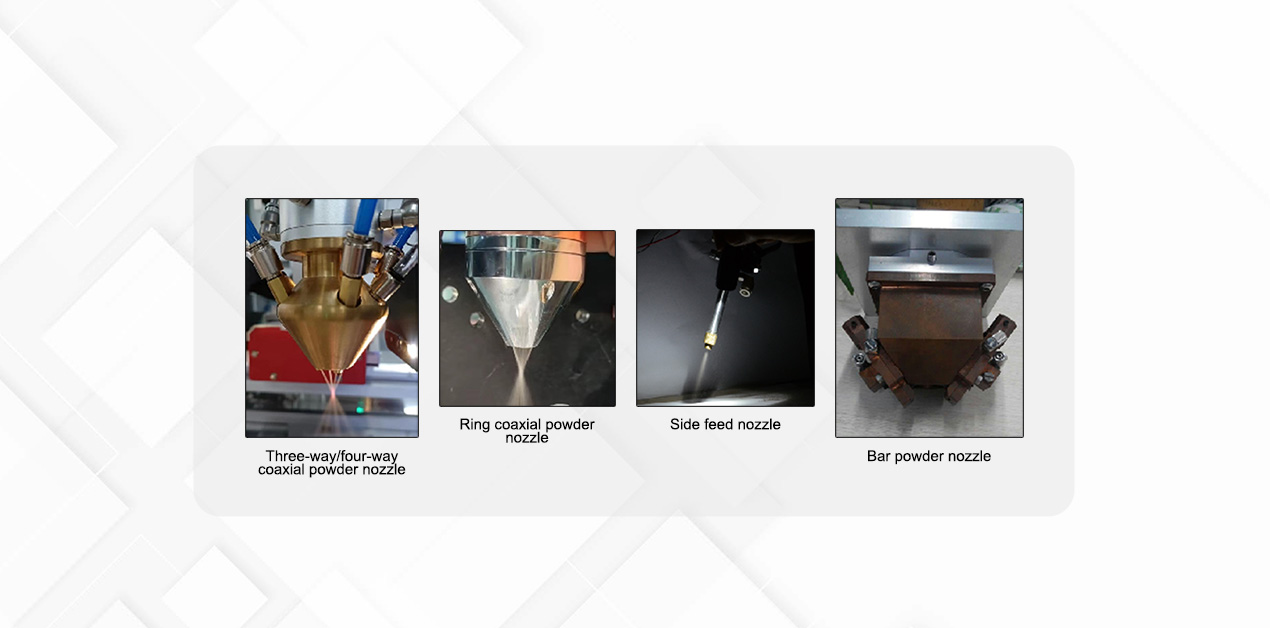
Насадка для падачы парашка
1. Трохбаковая/чатырохбаковая кааксіяльная насадка для падачы парашка: парашок непасрэдна выводзіцца з трохбаковай/чатырохбаковай насадкі, сыходзіцца ў адной кропцы, кропка канвергенцыі невялікая, кірунак парашка менш залежыць ад сілы цяжару, і добрая накіраванасць, падыходзіць для трохмернай лазернай рэстаўрацыі і 3D-друку.
2. Кольцавая кааксіяльная насадка для падачы парашка: парашок падаецца па трох ці чатырох каналах, і пасля апрацоўкі ўнутранай гамагенізацыі парашок выводзіцца ў кальцо і збліжаецца.Кропка канвергенцыі адносна вялікая, але больш аднастайная і больш падыходзіць для лазернага плаўлення з вялікімі плямамі.Прыдатны для лазернай ашалёўкі з вуглом нахілу ў межах 30°.
3. Бакавая насадка для падачы парашка: простая структура, нізкі кошт, зручная ўстаноўка і рэгуляванне;адлегласць паміж выхадамі парашка вялікая, а кіравальнасць парашком і святлом лепш.Аднак лазерны прамень і ўваход парашка асіметрычныя, а кірунак сканавання абмежаваны, таму ён не можа стварыць аднастайны пласт ашалёўкі ў любым кірунку, таму ён не падыходзіць для 3D-ашалёўкі.
4. Насадка для падачы парашка ў форме бруска: увод парашка з абодвух бакоў, пасля апрацоўкі гамагенізацыі з дапамогай модуля вываду парашка, выхад парашка ў форме бруска і збор у адным месцы, каб утварыць пляму парашка ў форме палоскі 16 мм * 3 мм (наладжваецца), і адпаведнае спалучэнне плям у форме палос можа рэалізаваць шырокафарматны лазерны рамонт паверхні і значна павысіць эфектыўнасць.
Падача парашка
Двуствольны парахавы фідэр асноўныя параметры
Мадэль падачы парашка: EMP-PF-2-1
Цыліндр падачы парашка: двухцыліндравы падача парашка, незалежнае кіраванне PLC
Рэжым кіравання: хуткае пераключэнне паміж рэжымам адладкі і вытворчасцю
Памеры: 600 мм X 500 мм X 1450 мм (даўжыня, шырыня і вышыня)
Напружанне: 220VAC, 50HZ;
Магутнасць: ≤1 кВт
Памер часціц адпраўнага парашка: 20-200 мкм
Хуткасць дыска падачы парашка: 0-20 абаротаў у хвіліну бесступенькавае рэгуляванне хуткасці;
Дакладнасць паўтарэння падачы парашка: <±2%;
Неабходная крыніца газу: азот/аргон
Іншыя: аперацыйны інтэрфейс можна наладзіць у адпаведнасці з патрабаваннямі

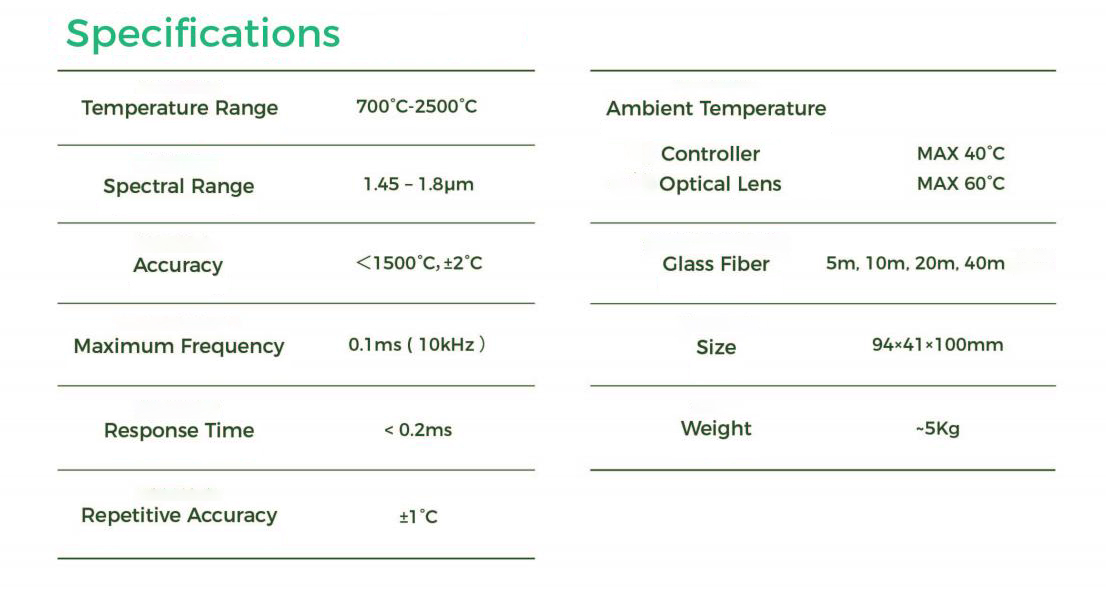
Лазерны пірометр
Рэгуляванне тэмпературы з замкнёным контурам, такое як лазерная загартоўка, ашалёўка і апрацоўка паверхні, можа дакладна падтрымліваць тэмпературу зацвярдзення краёў, выступаў або адтулін.
Тэмпературны дыяпазон выпрабаванняў ад 700 ℃ да 2500 ℃.
Кантроль па замкнёным контуры, да 10 кГц.
Магутныя пакеты праграм для
налада працэсу, візуалізацыя і
захоўванне дадзеных.
Прамысловыя тэрміналы ўводу/вываду з лічбавым і аналагавым 0-10 В уводу/вываду 24 В для лініі аўтаматызацыі
інтэграцыя і лазернае злучэнне.

Прынцып працы машыны для лазернай ашалёўкі
Пры даданні абліцоўваючых матэрыялаў на паверхню падкладкі і выкарыстанні лазернага прамяня высокай шчыльнасці энергіі для зліцця яго з тонкім пластом на паверхні падкладкі на паверхні падкладкі ўтвараецца металургічна звязаны пласт ашалёўкі.
Перавагі машыны для лазернай ашалёўкі

Прымяненне лазернай ашалёўкі
У аўтамабільнай прамысловасці, напрыклад, клапаны рухавікоў, канаўкі цыліндраў, шасцярні, сядла выпускных клапанаў і некаторыя дэталі, якія патрабуюць высокай зносаўстойлівасці, тэрмаўстойлівасці і ўстойлівасці да карозіі;
У аэракасмічнай прамысловасці некаторыя парашкі сплаваў наносяцца на паверхню тытанавых сплаваў, каб вырашыць праблему тытанавых сплаваў.Недахопы вялікі каэфіцыент трэння і дрэнная зносаўстойлівасць;
Пасля таго, як паверхня прэс-формы ў вытворчасці прэс-формаў апрацоўваецца лазернай ашалёўкай, яе цвёрдасць паверхні, зносаўстойлівасць і ўстойлівасць да высокіх тэмператур значна паляпшаюцца;
Прымяненне лазернай плакіроўкі рулонаў у сталеліцейнай прамысловасці стала вельмі распаўсюджаным.

Нам трэба ведаць
Калі вы хочаце ведаць, ці падыходзіць вам лазерная ашалёўка, вам трэба сказаць наступныя моманты:
1. З якога матэрыялу зроблены ваш прадукт;які матэрыял мае патрэбу ў ашалёўцы;
2. Форма і памер прадукту, лепш за ўсё падаць фатаграфіі;
3. Вашы канкрэтныя патрабаванні да апрацоўкі: становішча апрацоўкі, шырыня, таўшчыня і характарыстыкі прадукту пасля апрацоўкі;
4. Патрэбна эфектыўнасць апрацоўкі;
5. Якія патрабаванні да кошту?
6. Тып лазера (валакно або паўправадніковы), магутнасць і жаданы памер фокусу;няхай гэта будзе дапаможны робат або станок;
7. Ці знаёмыя вы з працэсам лазернай ашалёўкі і патрэбна вам тэхнічная падтрымка;
8. Ці ёсць якія-небудзь дакладныя патрабаванні да вагі галоўкі лазернай ашалёўкі (асабліва трэба ўлічваць нагрузку робата пры падтрымцы робата);
9. Якія патрабаванні да часу дастаўкі?
10. Вам патрэбна праверка (дапаможная праверка)